Biegepresse zur Prüfung der Neigung zur Rissbildung
unter anderem Aufschweißbiegeversuch gemäß DIN 18800-7 / EN 1090
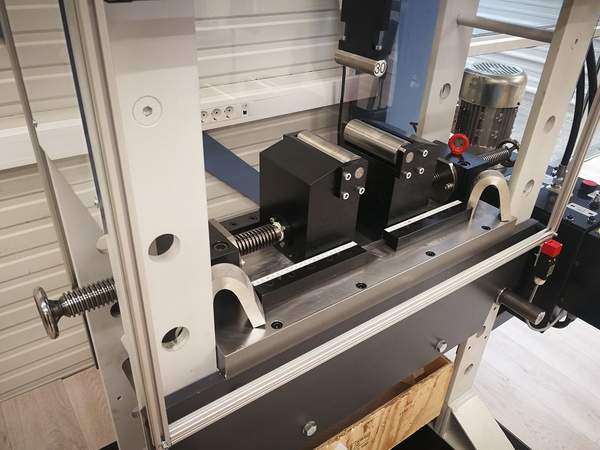
Günstige hydraulische Presse mit Biegewerkzeugen zur Biegeprüfung an Stahlproben zur Ermittlung der Neigung zur Rissbildung. Die hier abgebildete Presse ist mit verstellbarem Auflager-Abstand ausgerüstet und besitzt eine Kraft von 100 t (1000 kN). Sie kann vielfältig eingesetzt werden. Durch die parallele Anschaffung dieser Biegepresse kann die Universalprüfmaschine entsprechend günstiger (geringere Kraft) angeschafft werden. Zudem werden Rüstzeiten an der Prüfmaschine eingespart. An dieser Biegepresse können Biegeprüfungen zum Beispiel an Flachproben zur Ermittlung der Rissbildungsneigung an der Oberfläche oder für Prüfungen gemäß DIN 18800-7 / EN 1090 durchgeführt werden.
Weitere Info? Video: Hydraulische Biegepresse
Detailfotos


Im Prinzip kann ein Aufschweißbiegeversuch zur Kontrolle der Rissbildung nach DIN 18800-7 / EN 1090 mit einer Universalprüfmaschine vorgenommen werden. Dem entgegen stehen jedoch folgende Argumente:
- teilweise sind hohe Biege-Prüfkräfte erforderlich, diese verteuern die Universalprüfmaschine entsprechend
- moderne Universalprüfmaschinen werden i. d. R. als Einraummaschine gebaut. Daher müssen Spannköpfe (Zugversuch) und Biegewerkzeuge umgebaut werden (Rüstzeiten kosten Geld)
- teure 3-Punkt-Biegewerkzeuge für Universalprüfmaschinen müssen angeschafft werden
- die Prüfwerkzeuge müssen für die hohen Prüfkräfte sehr massiv sein, der Werkzeugwechsel ist nur mit (kostenintensiven) Hilfsvorrichtungen möglich
- Eine Biegepresse 50 oder 100 t mit Biegewerkzeugen ist in der Anschaffung relativ günstig
Gemäß DIN 18800-7 werden geschweißte Bauteile aus Stahl ab einer Dicke > 30 mm mittels Aufschweißbiegeversuch geprüft. Die Prüfung dient der Ermittlung der Rissbildungs-Neigung des Stahls durch Umformung sofern die Nähte einer Zug- oder Biegezug-Beanspruchung widerstehen müssen.
Probenherstellung und Vorbereitung
- Kennzeichnung des Materials nach Charge, Werkstoff durch Schlagzahlen, Prägen, Laserbeschriftung etc.
- Heraus-Trennen einer Platte 200 x 500 aus dem Vormaterial
- Fräsen einer Nut mittig an der Oberfläche, Länge ca. 250 mm
- die Nut wird mittels Lichtbogenschweißung gefüllt
Biegeversuch (3-Punkt-Biegeversuch)
Die Biegeprobe wird auf 2 Auflager so platziert, dass die Schweißraupe unten liegt. Mittels der Biegefinne wird die Probe bis zu einem Winkel von 60 Grad gebogen. Die Prüfung gilt als bestanden wenn:
- Keine Risse oder die Risse < 80 mm rechts und links der Naht auftreten
- die Probe nicht zweigeteilt ist (Probenbruch)
Interesse geweckt?
Fragen Sie jetzt unverbindlich an:


