Vickers Härteprüfung
Die Vickers Härteprüfung wurde 1924 von Smith und Sandland bei Vickers Ltd. als Alternative zur Brinell Härteprüfung entwickelt, um die Härte von sehr harten Werkstoffen zu messen. Die Vickers Härteprüfung ist oft einfacher anzuwenden als andere Härteprüfverfahren, da die erforderliche Berechnung des Härtewertes unabhängig von der Größe des Eindringkörpers ist und unabhängig von der Härte des Werkstoffes angewendet werden kann.
Wie bei allen gängigen Härteprüfverfahren beruht das Grundprinzip auf dem Widerstand, den der Werkstoff einem härteren Eindringkörper entgegensetzt, bzw. auf der bleibenden Verformung, die dadurch hervorgerufen wird. Die Vickers-Prüfung ist für alle Metalle anwendbar und hat von allen Härteprüfverfahren den größten Anwendungsbereich (vom extrem weichen Blei bis zu extrem harten Stählen oder sogar Keramiken). Die Einheit der durch diese Prüfung ermittelten Härte wird als Vickershärte bezeichnet. Das Kurzzeichen HV steht für Härte Vickers gefolgt von der Prüfkraft in kgf, z. B. HV10.
Der Härtegrad ist keine Werkstoffkenngröße, sondern ein empirischer Wert, der im Zusammenhang mit dem gewählten Härteprüfverfahren und dem verwendeten Messbereich bzw. der Prüfkraft zu sehen ist. Bei der Härteprüfung muss der Abstand zwischen den jeweiligen Vickers-Eindrücken größer als das 2,5-fache der Eindruck-Diagonalen sein, um eine Beeinflussung der Härteprüfung durch auftretende Materialverdichtungen / Kaltverfestigungen durch nebeneinander liegende Eindrücke zu vermeiden.
Insbesondere für die Härteprüfung an dünnen Schichten oder Folien, in Randbereichen eines Werkstückes und bei der Oberflächenhärtung ist die Vickershärteprüfung das einzig zuverlässige Verfahren. Wegen der relativ kleinen Eindrücke und der sehr guten Positionierbarkeit der Eindrücke eignet sich dieses Verfahren hervorragend zur Bestimmung der Einhärtetiefe CHD (EHT – Einhärtetiefe), SD (RHT – Randschichthärtetiefe) und NHT (Nitrierhärtetiefe). Außerdem wird hier (wegen der geringen Größe der Eindrücke) von einem zerstörungsfreien Prüfverfahren gesprochen. Wenn ein Vickers-Eindruck für eine dünne Schicht zu breit ist (Prüfung von der Seite einer präparierten Probe), kann alternativ ein Knoop-Eindringkörper verwendet werden. Der Knoop-Eindringkörper bzw. der mit ihm erzeugte Prüfeindruck ist im Prinzip ein in die Länge gezogener Vickers-Eindruck (Raute oder Rhombus). Die Berechnung der Härte erfolgt analog zu Vickers.
Versuchsdurchführung Vickers Härteprüfung
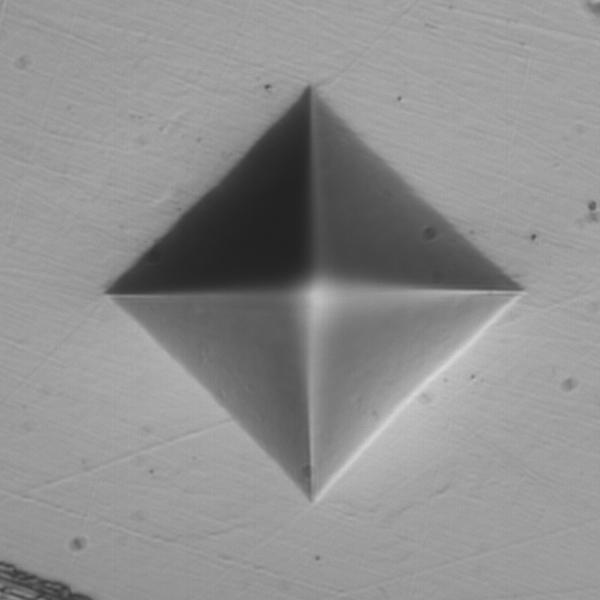
Nach dem Aufbringen der Prüflast hinterlässt die Vickerspyramide z. B. in einsatzgehärtetem Stahl einen quadratischen Eindruck. Bei der Entwicklung des Verfahrens wurde festgelegt, dass die Form des Eindringkörpers so zu gestalten ist, dass die erzeugten Eindrücke unabhängig von der Größe der Prüflast vergleichbare geometrische Formen aufweisen. Der Eindruck sollte genau definierte Punkte aufweisen, die leicht gemessen werden können. Außerdem sollte der Eindringkörper einen hohen Widerstand gegen Eigenverformung aufweisen. Ein (synthetischer) Diamant in Form einer quadratischen Pyramide erfüllte diese Anforderungen am besten. Aus der Erfahrung mit der Brinell-Prüfung war bekannt, dass die ideale Größe eines Brinell-Kugeleindrucks bei 3/8 des Kugeldurchmessers (Eindrucktiefe) liegt. Da sich die Enden der zweiten Tangenten zu einem Kreis bei einer Sehne von 3d/8 in einem Winkel von 136° treffen, wurde beschlossen, diesen Winkel als geometrische Form der Pyramide festzulegen. Weitere Versuche haben gezeigt, dass die Ergebnisse der Härteprüfung bei homogenem Material unabhängig von der Höhe der aufgebrachten Prüflast konstant sind.
Die Vickershärte ergibt sich aus dem Verhältnis F / A. Dabei ist F die auf den Diamanten aufgebrachte Prüflast (Kraft) in kg und A die Fläche des erzeugten Eindrucks in Quadratmillimeter. Da zur Zeit der Entwicklung dieses Härteprüfverfahrens die Prüfkraft noch in kp angegeben wurde, ist in die heute gültige metrologische Berechnung der Vickershärte der Faktor 0,102 (Kehrwert von 9,81 = Faktor zur Umrechnung von Newton in kgf) eingegangen.
Video Animation Funktionsprinzip
Prüflasten (typische Prüflasten in FETT)
|
Methoden Vickers – Härteprüfung |
Methoden Knoop |
||||
|
Prüflast |
Prüflast |
Prüflast |
Prüflast |
Prüflast |
Prüflast mN milli Newton |
|
0,005 |
49,03 |
1 |
9,806 |
||
|
0,010 |
98,1 |
2 |
19,61 |
0,010 |
98,1 |
|
0,015 |
147,1 |
3 |
29,41 |
||
|
0,020 |
196,1 |
4 |
39,22 |
||
|
0,025 |
245,2 |
5 |
49,03 |
||
|
0,030 |
294,2 |
10 |
98,06 |
||
|
0,050 |
490,3 |
20 |
196,1 |
0,050 |
490,3 |
|
0,100 |
980,6 |
30 |
294,2 |
0,100 |
980,6 |
|
0,200 |
1961 |
40 |
392,2 |
||
|
0,300 |
2942 |
50 |
490,3 |
||
|
0,400 |
3923 |
100 |
980,6 |
||
|
0,500 |
4903 |
120 |
1176 |
0,500 |
4903 |
|
1 |
9806 |
||||
Gemäß DIN EN ISO 6507-1 bis 4 (Vickers Härteprüfung) ist es für die Darstellung der Ergebnisse erforderlich, dass das Härteprüfverfahren und die Prüfkraft immer mit angegeben werden.
Beispiel: 440 HV30
Dabei bedeutet:
440 = Härtewert
HV = Härte Vickers mit Diamantpyramide 136°
30 = Prüflast (Kraft F) in kg bzw. kgf
Wird die Prüflastdauer gemäß Norm (10 – 15 Sekunden) eingehalten wird hinter dem Härtewert nichts angegeben. Erst wenn die Prüflastdauer nicht eingehalten wird muss die Zeit ebenfalls dokumentiert werden.
Beispiel: 440 HV30/20
Metallographische Präparation für Härteprüfungen nach Vickers | Brinell | Knoop
Neben der Gefügeanalyse dient die metallographische Präparation der Vorbereitung für eine Härteprüfung (typisch für Vickers) an der Probenoberfläche oder für Härteverläufe. Für eine exakte Bestimmung der Härtetiefe ist eine metallographische Präparation bis hin zur polierten Oberfläche erforderlich. Dies gilt insbesondere für eine automatisierte Härteprüfung mittels Vollautomat für folgende Auswertungen:
- CHD (EHT) Einsatzhärtungstiefe-Härtetiefe
- SHD (Rht) Randschichthärtungs-Härtetiefe
- NHD (Nht) Nitrier-Härtetiefe
- CD (At) Aufkohlungstiefe
- CLT (VS) Verbindungsschichtdicke
- Härteverläufe an Bauteilen



Härteprüfmaschinen nach Prüfkraft | Vickers
Härteprüfmaschinen gehören zu der Gruppe der Werkstoffprüfmaschinen bzw. Materialprüfmaschinen. Die unten genannten Normen verwenden durchweg den Begriff Härteprüfmaschine. Da für den Begriff der Härteprüfmaschine keine Definition existiert werden in der Industrie auch die Begriffe Härteprüfer, Härteprüfgerät, Härtemessgerät, Härtemesser oder andere Abwandlungen genutzt.
Die Gruppe der Härteprüfmaschinen wird gemäß DIN EN ISO 6507-1 für das Verfahren Vickers (nur hier) je nach Prüfkraft in folgende Gruppen eingeteilt:
|
Beschreibung |
gebräuchlicher Name |
Prüfkraft in Newton |
Prüfverfahren |
|
Vickers- Mikrohärteprüfung |
Mikro-Härteprüfmaschine |
≤ 0,009.807 bis < 1,961 |
< HV0,001 bis < HV0,2 |
|
Härteprüfung Vickers im Kleinkraftbereich |
Kleinkraft-Härteprüfmaschine |
1,961 ≤ bis < 49,03 |
HV0,2 bis < HV5 |
|
Härteprüfung nach Vickers |
Vickers-Härteprüfmaschine |
F ≥ 49,03 |
> HV5 |
Da durch den Eindringkörper in das Material ein Eindruck erzeugt wird handelt es sich bei diesen Prüfung um eine zerstörende Prüfung. Ausgenommen davon ist jedoch das Metall-Härteprüfverfahren nach der Vickers-Norm DIN EN ISO 6507-1. Der hierbei entstehende Härteprüfeindruck ist relativ klein (zumindest bei geringen Prüfkräften). Dieser kann meist mit einfachen Mittel (Schleifpapier) entfernt werden. Daher wird das Härteprüfverfahren nach Vickers als ein zerstörungsfreies Härteprüfverfahren eingestuft.
Bei einem Härteprüfer handelt es sich um eine mechanische Vorrichtung bei dem ein Eindringkörper mit einer definierten Kraft beaufschlagt wird. Da der Eindringkörper härter ist als der zu prüfende Werkstoff dringt die Spitze des Endringkörpers in das Material ein. Kann der Eindringkörper tiefer eindringen entsteht ein größerer bzw. tieferer Eindruck. Die Eindruckgröße wird gemäß den Normen DIN EN ISO 6507-1 (Vickers) oder DIN EN ISO 6506-1 (Brinell) optisch vermessen. Bei den in der DIN EN ISO 6508-1 definierten Messverfahren wird (different zu den beiden o. g. Verfahren) nicht die Eindruckgröße (optisch) vermessen sondern es wird die Tiefen-Differenz des Eindrucks zur Qualifizierung genutzt. Für die Verfahren nach Brinell und Vickers ist eine optische Messeinrichtung erforderlich. Für die Verfahren nach Rockwell ist ein Tiefen-Wegmess-System erforderlich.
Die erste kommerziell nutzbare Härteprüfmaschine wurde von dem Schweden Ernst August Brinell im Jahre 1900 entwickelt. Bei dieser Härteprüfmaschine wurde mittels Gewichtsbelastungssystem eine sehr harte Kugel in das zu prüfende Material eingedrückt. Die aufzubringende Prüfkraft wurde mittels Gewichten aufgebracht. Spätere Entwicklungen nutzten unter anderem auch Vorrichtungen bei denen die Prüfkraft mittels hydraulischer Pumpe oder Federkraft aufgebracht werden. Am weitesten verbreitet war bis Ende des 20. Jahrhunderts das Gewichtsbelastungssystem. Aktuell (in 2019) werden zwar noch Härteprüfmaschinen mit Gewichtsbelastungssystem (aus CHINA) oder Härteprüfmaschinen mit Feder-Belastungssystemen angeboten (Italien). Diese werden aber mehr und mehr durch genauer arbeitende, elektronische Kraftmesszellen mit zugehörigem motorischem Belastungssystem im geschlossenen Regelkreis eingesetzt. Ebenfalls ist der Stand der Technik, dass die optischen Messsysteme (Messlupe, Mattscheiben) durch Kameramesssysteme und Bildanalyse-Systeme ersetzt.
Moderne Rockwell-Härteprüfmaschinen verwenden zudem keine Zeigerinstrumente (Messuhren) sondern hochauflösende elektronische Geber.
Der Weltmarktführer INNOVATEST liefert für jede Anwendung und jedes Budget geeignete Ausstattungen:
- Rockwell-Härteprüfmaschinen mit Gewichtsbelastungssystem (geringes Budget, ohne Strombedarf)
- Rockwell-Härteprüfmaschinen mit Kraftmesszelle und Zeigerinstrument
- Rockwell-Härteprüfmaschinen mit Elektronik und in die Elektronik integrierte Prüfsoftware
- Rockwell-Härteprüfmaschinen mit Elektronik und WINDOWS–Härteprüfsoftware
- Vickers / Brinell Härteprüfmaschinen mit Elektronik und WINDOWS–Härteprüfsoftware
- bis hin zu Vollautomaten mit motorischem XY-Tisch für automatische Prüfsequenzen / in Fertigungsanlagen integriert

