Extensometer für Zugversuche
Extensometer erfassen bei Zugversuchen die Längenänderung einer Probe. Die normgerechte Durchführung von Zugversuchen nach ISO 6892 oder ISO 527 erfordert neben der Zugprüfmaschine zwingend den Einsatz eines Extensometers, da nur so das E-Modul sowie Kenngrößen wie die Dehngrenze Rp0,2 sicher bestimmt werden können. Je nach Messprinzip unterscheidet man zwischen taktilen, kontaktierenden Extensometern und kontaktlosen, optischen Extensometern.
Das Wichtigste in Kürze
- Taktile Extensometer werden über Schneiden an der Probe befestigt und eignen sich je nach Bauart für die Bestimmung von E-Modul, Dehngrenze oder Bruchdehnung.
- Optische Extensometer verfolgen Messmarken oder Speckle-Muster berührungsfrei und ermöglichen dadurch eine kontaktlose Dehnungsmessung ohne Verschleiß.
- Anklemm-Extensometer besitzen einen begrenzten Messweg und eignen sich vor allem für die Bestimmung von E-Modul und Dehngrenze, nicht jedoch für die Bruchdehnung.
- Langweg-Extensometer verfügen über einen größeren Messweg und können bis zum Bruch an der Probe verbleiben, wodurch auch die Bruchdehnung erfasst werden kann.
- Querdehnungsmesser bestimmen zusätzlich zur Längsdehnung die Querkontraktion und liefern damit den für Umformprozesse wichtigen R+N-Wert.
- Synonyme für Extensometer sind Dehnungsmesser oder Dehnungsaufnehmer.
Welcher Extensometer eignet sich für welchen Einsatzfall?
Die normgerechte Durchführung von Zugversuchen nach ISO 6892 oder ISO 527 erfordert neben einer Zugprüfmaschine zwingend den Einsatz eines Extensometers. Diese Zusatzausrüstung ist für die sichere und normgerechte Bestimmung des E-Moduls sowie der daraus abgeleiteten Kenngrößen unabdingbar: bei Metallen betrifft dies die Dehngrenzen Rp0,2, Rp0,01, Rp0,5 und Rp1,0 sowie die Streckgrenze, bei Kunststoffen die Streckspannung und Streckdehnung. Extensometer lassen sich grundsätzlich nach ihrem Messprinzip unterscheiden: taktile, kontaktierende Geräte, die über Schneiden an der Probe geklemmt werden, und kontaktlose, optische Geräte, die Messmarken oder Speckle-Muster berührungsfrei verfolgen. Innerhalb beider Gruppen entscheiden Messweg und Auflösung darüber, welche Kenngrößen ermittelt werden können.
- Anklemm-Extensometer besitzen einen geringen Messweg und eignen sich zur Bestimmung von E-Modul sowie den Dehngrenzen Rp und Rt, nicht jedoch für die Bruchdehnung.
- Langweg-Extensometer mit hoher Auflösung unter 0,1 µm verfügen über einen großen Messweg und ermöglichen zusätzlich die Bestimmung von Gleichmaß- und Bruchdehnung.
- Langweg-Extensometer mit geringerer Auflösung eignen sich für die Dehnungsmessung an Elastomeren und Gummi, jedoch nicht für die Bestimmung des E-Moduls.
- Video-Extensometer und Laser-Speckle-Extensometer mit hoher Auflösung decken denselben Funktionsumfang wie hochauflösende Langweg-Extensometer ab, jedoch ohne mechanischen Kontakt zur Probe.
Taktile (kontaktierende) Extensometer
Taktile Extensometer werden vor Versuchsbeginn mittels Schneiden direkt an der Zugprobe befestigt. Sie unterscheiden sich grundlegend in Messweg und Auflösung, wodurch sich unterschiedliche Anwendungsfelder ergeben.
Anklemm-Extensometer
Anklemm-Extensometer werden vor Versuchsbeginn an der Zugprobe befestigt und besitzen einen begrenzten Messweg von typischerweise unter 2 mm. Nach der Bestimmung des E-Moduls und der Schädigungsgrenzen ReH, Rp0,01, Rp0,2, Rp1,0 oder Rt0,5 wird dieser Extensometertyp während des laufenden Versuchs wieder entfernt. Im eigentlichen Sinn handelt es sich bei diesen Geräten daher nicht um Extensometer zur Bestimmung der plastischen Dehnung bis zum Bruch, sondern um Auswertegeräte für E-Modul und Rp0,2. Da der Messweg begrenzt ist, wird eine Dehnung im eigentlichen Sinne nicht erfasst.
Um die Bruchdehnung dennoch normgerecht bestimmen zu können, muss die metallische Zugprobe vor dem Versuch mittels einer Teileinrichtung markiert werden. Nach dem Bruch wird die Probe zusammengefügt und die Dehnung Lu mit einem Messschieber gemessen. Die Norm ISO 6892 erlaubt dabei die Erhöhung des berechneten L0 auf die nächsthöhere Schrittweite von 5 oder 10 mm, etwa von 52,1 mm auf 55 mm.
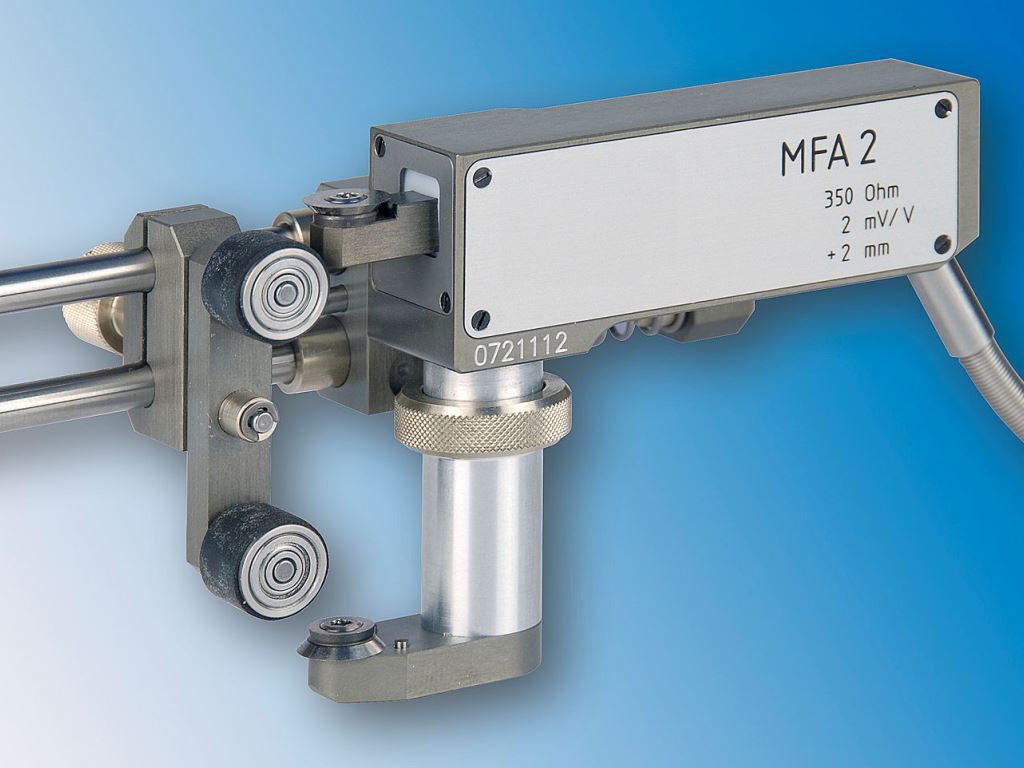
MFA2
Der MFA2 ist ein extrem genauer Anklemm-Dehnungsmesser auf DMS-Basis zur Bestimmung von E-Modul und Rp0,2 (sowie Rp0,01 und Rp1,0). Er ist robust gegenüber Probenbruch und eignet sich daher auch für spröde Werkstoffe wie Aluminium-Druckguss, GFK oder CFK. Verfügbar mit Le 30 oder 50 mm, auf Anfrage auch mit speziellen Le-Werten zwischen 20 und 100 mm. Werte für Ag, Agt und A müssen manuell vermessen werden.

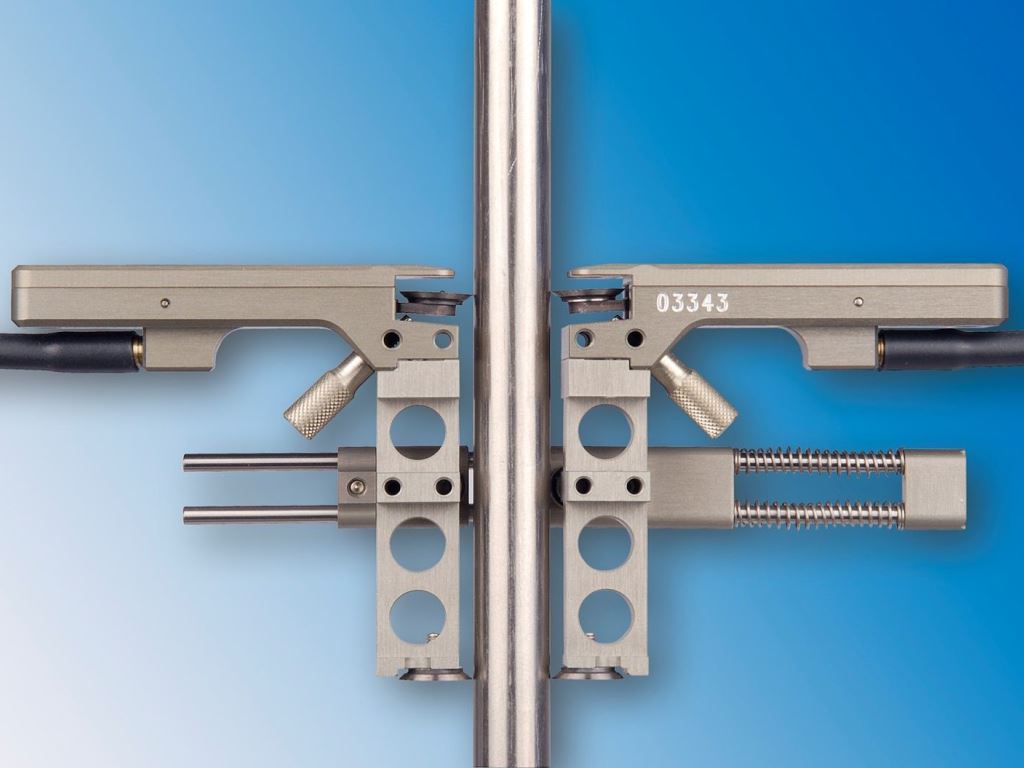
MFA2 doppelseitig
Diese Variante entspricht dem MFA2, kompensiert jedoch zusätzlich elektromechanisch den Biegeeinfluss. Der doppelseitige Anklemm-Extensometer ermöglicht damit eine normkonforme E-Modul-Bestimmung und wird unter anderem für Versuche nach NATCAP vorgeschrieben.
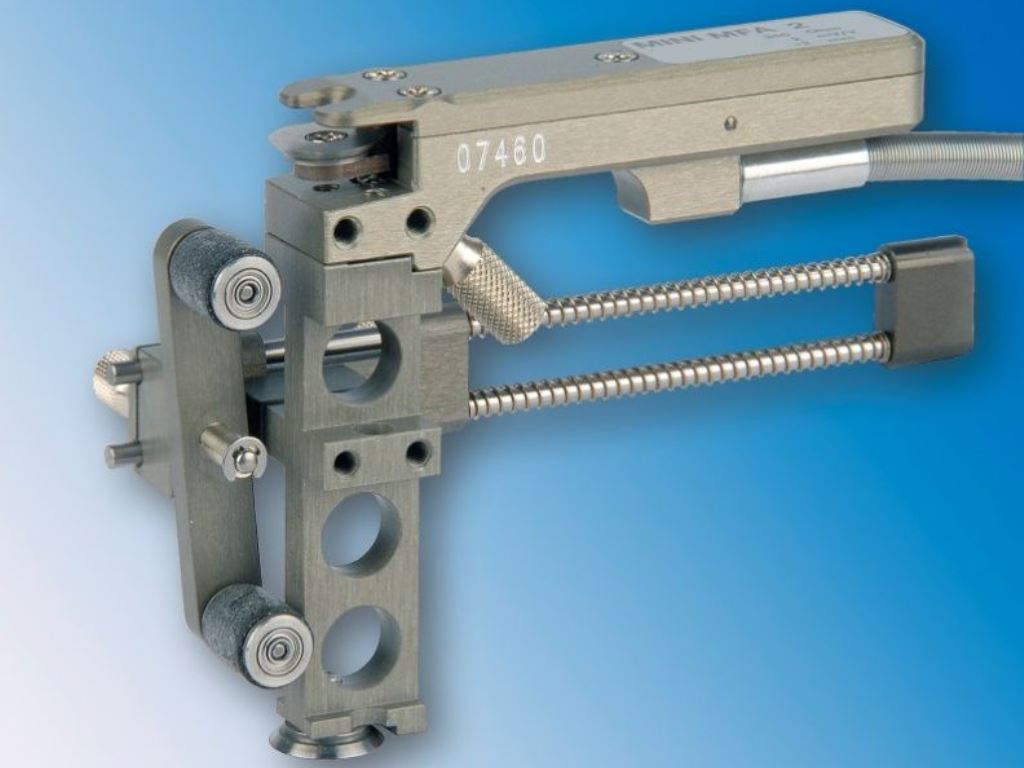
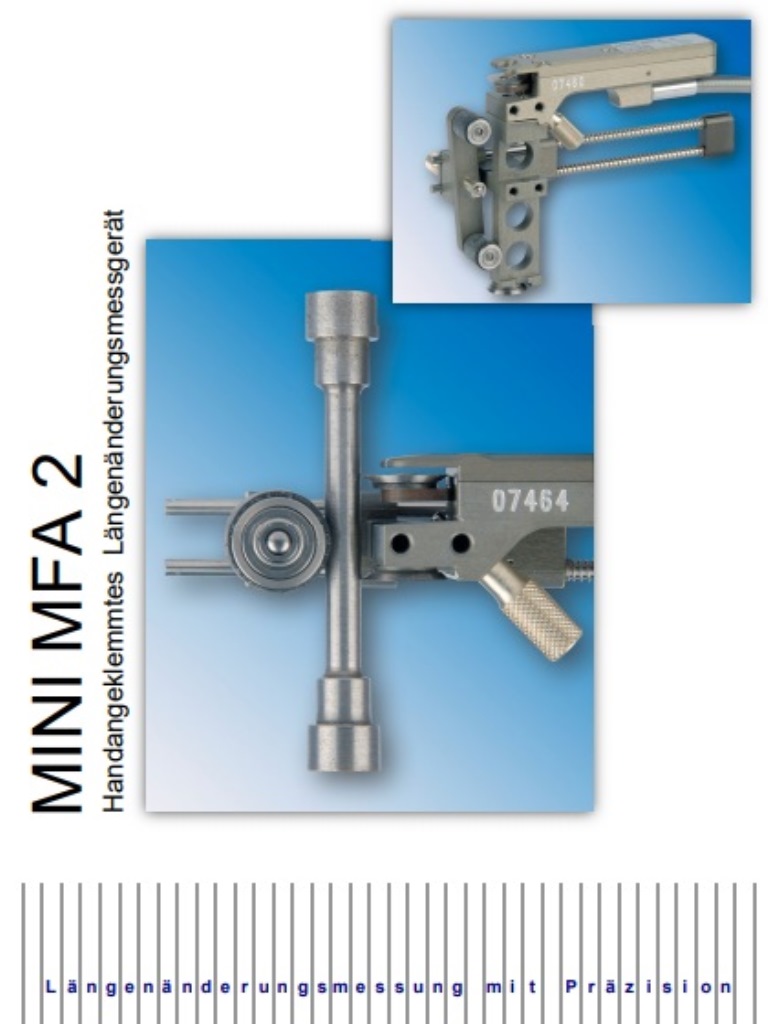
MFA2mini
Der MFA2mini basiert auf derselben DMS-Technik wie der MFA2, deckt jedoch einen kleineren Le-Bereich von 10 bis 80 mm ab. Er ist geringfügig günstiger, jedoch nicht so robust wie der MFA2. Auch hier müssen Ag, Agt und A manuell vermessen werden.
MFA2mini doppelseitig
Wie der MFA2mini, jedoch mit elektromechanischer Kompensation des Biegeeinflusses für normkonforme Versuche, etwa nach NATCAP.
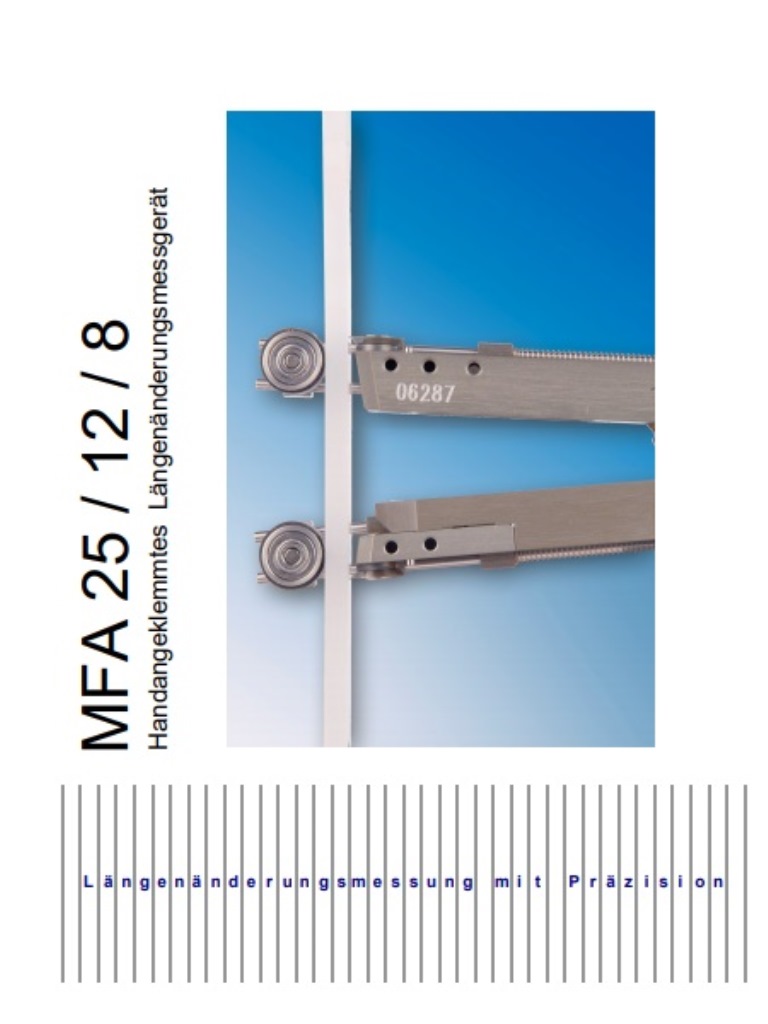
MFA25
Der MFA25 verfügt über einen größeren Messweg von unter 25 mm und eignet sich damit für harte bis mittelharte Kunststoffe mit einer Bruchdehnung von unter 50 Prozent bei Le 50. Neben E-Modul und Rp0,2 lassen sich damit auch Streckspannung und Streckdehnung bestimmen. Durch die Scherenbewegung ist die Linearität geringer als beim MFA2, als lineare Alternative steht die Option MFA12,5 zur Verfügung.
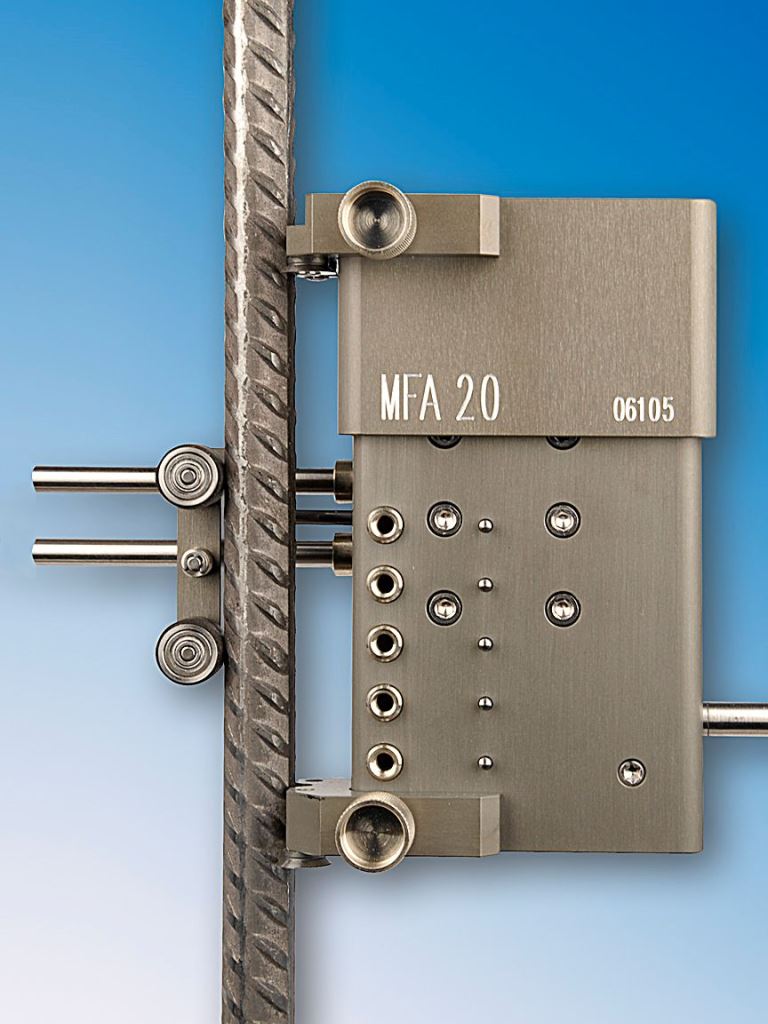
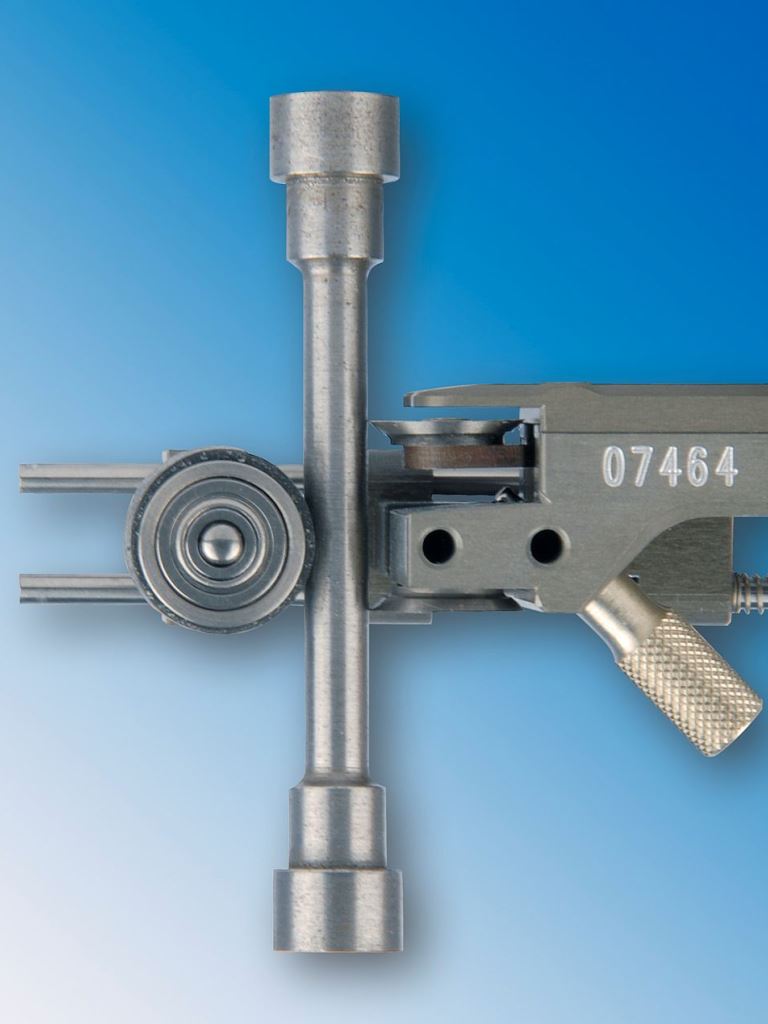
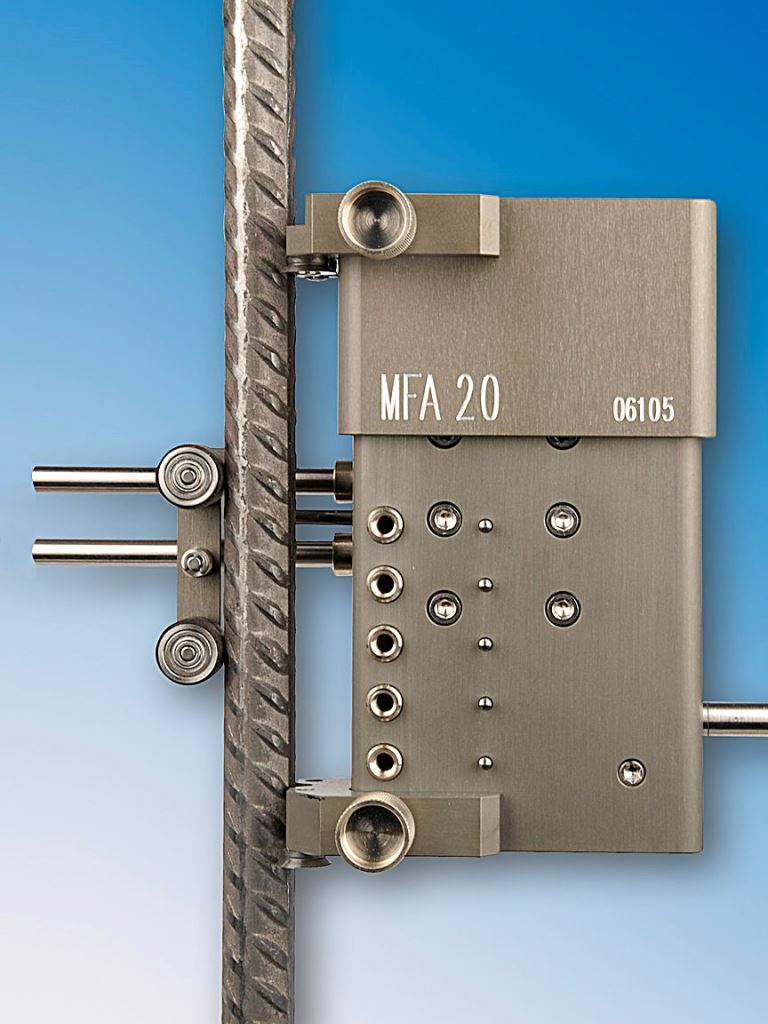
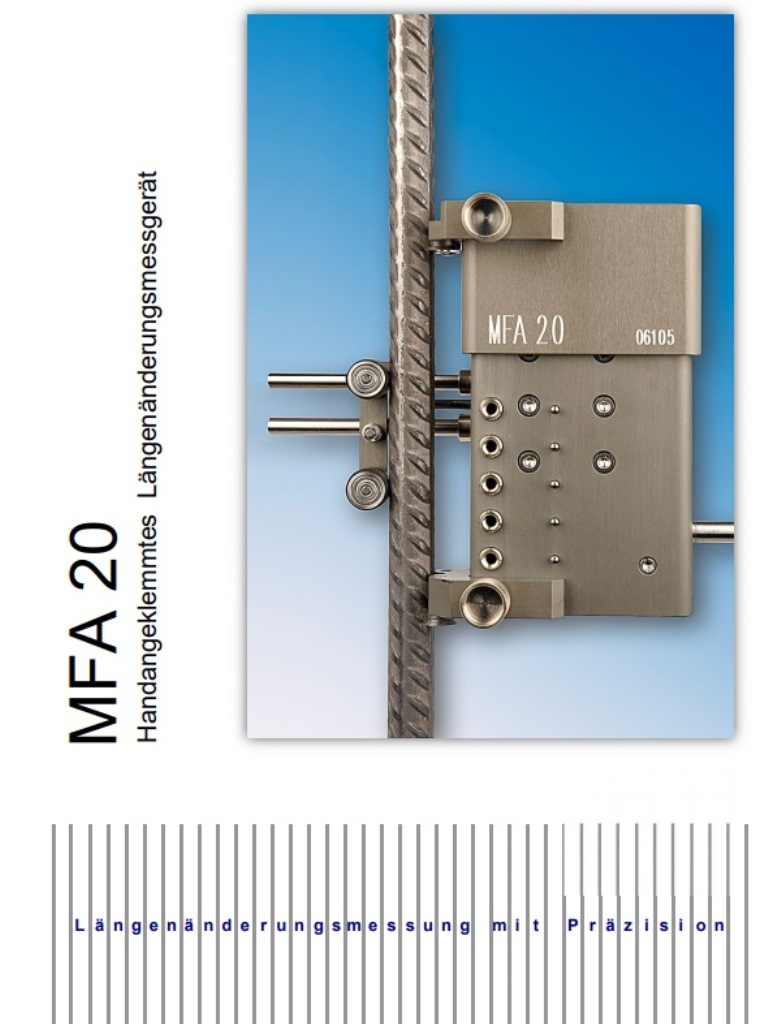
MFA20
Der MFA20 ist speziell für Draht und Betonstahl konzipiert und verfügt über kreisförmig angeordnete Schneiden sowie einen großen, linearen Messweg von unter 20 mm. Er ermöglicht die Bestimmung von Ag, Agt, A100 und A200 sowie E-Modul, ReH und Rp0,2 und gilt als günstigste Lösung für Betonstahl. Über ein Stecksystem lässt sich das Le variabel einstellen, optional auch mit Verlängerung auf Le 100 oder Le 200.
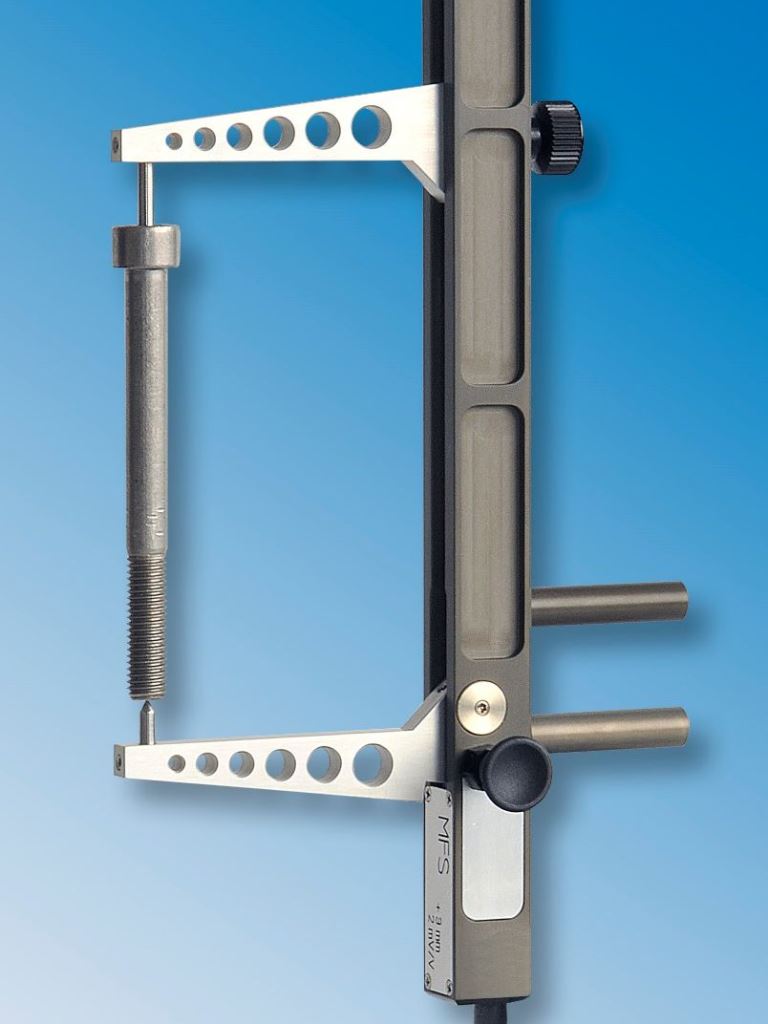
MFS
Der MFS wurde speziell von SCHÜTZ+LICHT für die Verlängerungsmessung an Schrauben entwickelt. Gemessen wird die Verlängerung der gesamten Schraube in mm. Für die Dehnungsmessung in Prozent an abgedrehten Schrauben empfiehlt sich stattdessen der MFA2 oder MicronXT. Die Schrauben benötigen im Kopf- und Fußbereich eine Senkung, zudem ist ein spezielles Spannzeug mit Fenster oberhalb und unterhalb der Schraube erforderlich.

MFI für Seile
Der MFI ist für die Dehnungsmessung an Seilen konzipiert. Die kreisförmige Anordnung der Schneiden sorgt für eine sichere Klemmung. Da Seile mit hoher Energie reißen können, muss das Gerät nach dem Übergang in die Plastizität von der Probe abgenommen werden.
Langweg-Extensometer
Langweg-Extensometer besitzen eine ähnlich hohe Messauflösung wie Anklemm-Extensometer, verbleiben jedoch wesentlich länger auf der Probe. Je nach Einspannvorrichtung können sie bis zum Überschreiten von Ag oder sogar bis zum Bruch an der Probe verbleiben und ermöglichen damit auch eine genaue Bestimmung der Bruchdehnung. Häufig wird angenommen, dass ein Dehnungsmessgerät zwingend bis zum Bruch an der Probe verbleiben muss, um die Bruchdehnung korrekt zu erfassen. Dies ist jedoch weder notwendig noch sinnvoll, da die Messarme kurz vor dem Bruch geöffnet werden sollten, um Beschädigungen durch die elastische Rückfederung oder herausfliegende Probenteile zu vermeiden.
Micron 2
Der Micron 2 ist ein halbautomatischer Langweg-Extensometer mit automatischem Schließen und Öffnen der Messarme sowie manueller Le-Einstellung in rund drei Sekunden. Mit einem hochauflösenden Messweg von 0,05 µm ermöglicht er die Bestimmung von E-Modul, Rp0,2 sowie Ag, Agt, A5,65 und A80. Er gilt als weltweit günstigster Extensometer zur Bestimmung von A-Werten und ist bei der Verwendung eines manuellen Querdehnungsmessers nach R+N vorgeschrieben.
MFX200
Der MFX200 zählt zur Referenzklasse der hochauflösenden Langweg-Extensometer. Er verfügt über einen Messweg von 0,1 µm, arbeitet vollautomatisch mit automatischem Öffnen und Schließen der Messarme, automatischer Le-Einstellung sowie automatischer Mittenzentrierung zu den Spannköpfen. Der Messweg beträgt 200 mm abzüglich Le, bestimmt werden können E-Modul, Rp0,2, ReH sowie Ag, Agt, A5,65 und A80. Erforderlich, sofern ein R+N-Wert gewünscht und ein manueller Querdehnungsmesser genutzt wird.
MFX500 (Tastarm-Extensometer)
Der MFX500 gehört ebenfalls zur Referenzklasse der Langweg-Extensometer und verfügt über dieselbe automatische Funktionsweise wie der MFX200, jedoch mit einem größeren Messweg von 500 mm abzüglich Le. Auch hier lassen sich E-Modul, Rp0,2, ReH sowie Ag, Agt, A5,65 und A80 bestimmen. Erforderlich, sofern ein R+N-Wert gewünscht und ein manueller Querdehnungsmesser genutzt wird.
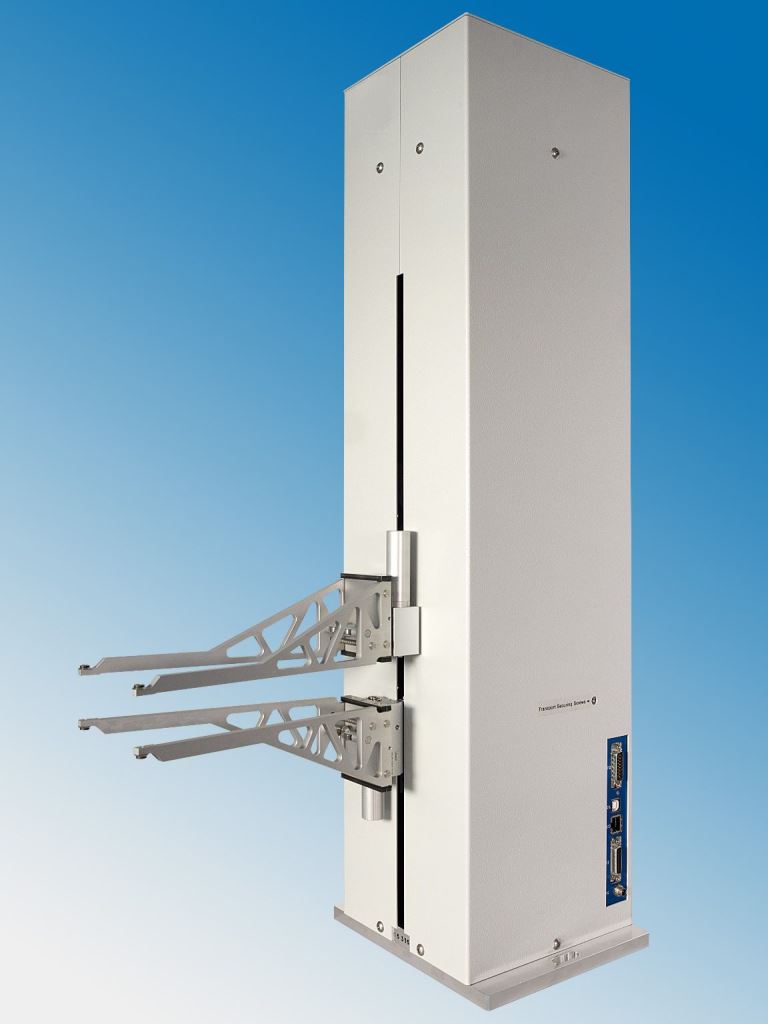
MFL
Der MFL ist das Top-Produkt der Referenzklasse der Langweg-Extensometer. Er verfügt über einen hochauflösenden Messweg von 0,1 µm, arbeitet vollautomatisch mit automatischem Öffnen und Schließen der Messarme, automatischer Le-Einstellung sowie automatischer Mittenzentrierung zu den Spannköpfen. Der Messweg beträgt 200 mm abzüglich Le, bestimmt werden E-Modul, Rp0,2, ReH sowie Ag, Agt, A5,65 und A80. Erforderlich, sofern ein R+N-Wert gewünscht und ein automatischer Querdehnungsmesser MFQ-A genutzt wird.
Hochtemperatur-Extensometer
MFHT5
Der MFHT5 ist ein Hochtemperatur-Dehnungsmesser für Zugversuche bei Temperaturen bis 1200 Grad Celsius nach ISO 6892-2. Das hochwertige Messsystem arbeitet mit Dehnungsmessstreifen (DMS) und bietet dadurch eine deutlich bessere Linearität als induktive Hochtemperatur-Dehnungsmesser. Die Befestigung erfolgt direkt am Hochtemperaturofen, ein gesonderter Haltearm ist nicht erforderlich, was das Handling verbessert. Verfügbar für Le 25 und Le 50 mm, mit integrierter Andrucksystem-Wippe zum Ausgleich gekrümmter Proben. Der MFHT5 eignet sich ausschließlich für die Bestimmung von E-Modul, Rp0,2 und Rp1,0, nicht jedoch für die Messung von Ag, Agt oder A, die manuell vermessen werden müssen. Die Keramikarme erfordern eine sensitive Handhabung.

MFHT5 Hochtemperatur Dehnungsmesser für Zugversuche bei Temperaturen bis 1200 Grad (ISO6892-2)
- HQ-Dehnungsmesser für Hochtemperatur-Dehnungsmessung
- erstklassige Messsystem mit DMS Dehnungsmessstreifen (deutlich bessere Linearität gegenüber induktiven HT-Dehnungsmessern)
- Befestigung direkt am HT-Ofen (kein gesonderter Haltearm – besseres Handling)
- für Temperaturen bis 1200 °C
- für Le 25 und Le 50 mm
- Andrucksystem mit integrierte „Wippe“ zum Ausgleich gekrümmter Proben
- nur für E-Modul, Rp0,2 (Rp1,0) einsetzbar keine Messung von Ag / Agt / A% (Handvermessung)
- Keramikarme – sensitive Handhabung erforderlich
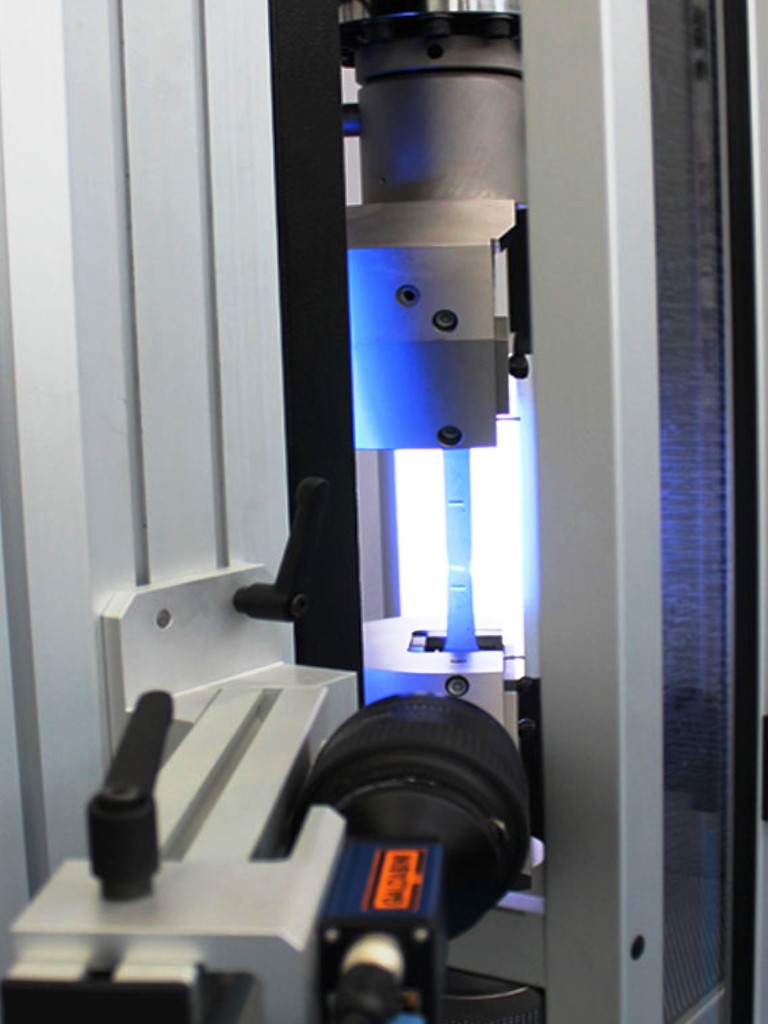
Kontaktlose, optische Extensometer
Optische Extensometer verfolgen Messmarken oder Speckle-Muster auf der Probenoberfläche berührungsfrei und kommen ohne mechanischen Kontakt zur Probe aus. Dadurch entsteht kein Verschleiß an der Probe, und auch empfindliche oder sehr dünne Materialien lassen sich ohne Beeinflussung durch das Messgerät prüfen.
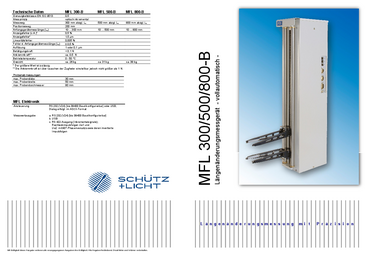
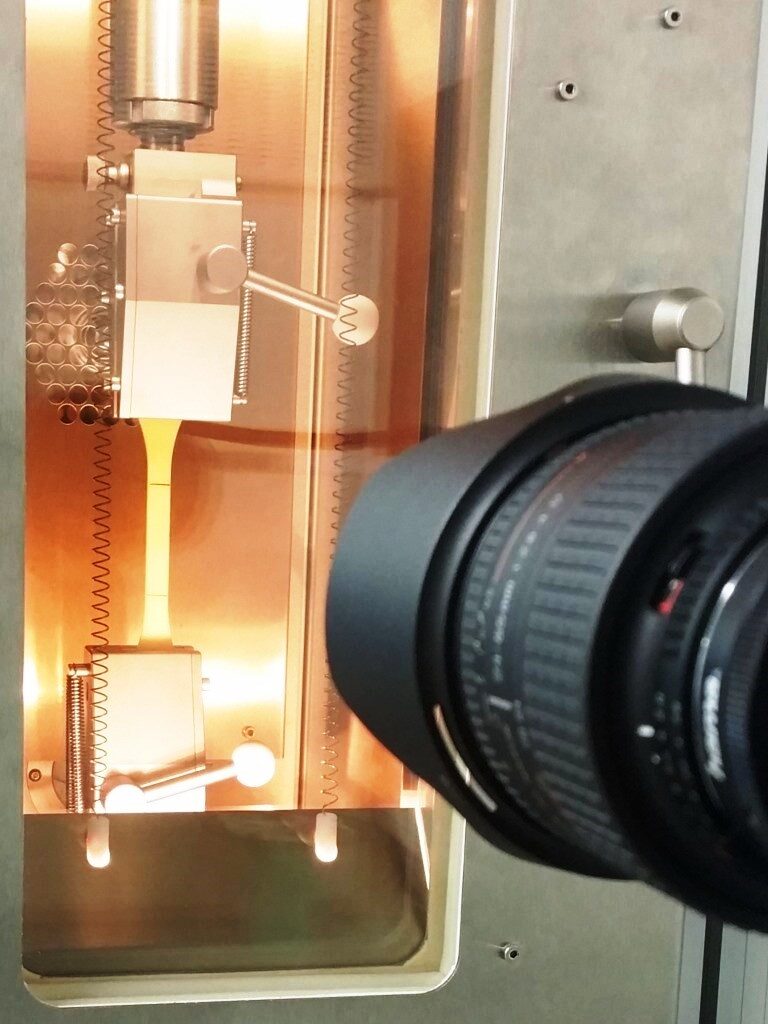
Video-Extensometer (Video-XT)
Der Video-XT ist ein von GALDABINI entwickelter, kontaktloser Video-Extensometer zur hochpräzisen, bidirektionalen Erfassung der Längsdehnung, optional auch der Querkontraktion. Er erfüllt die Anforderungen der ISO 9513 in Güteklasse 0,5 sowie ASTM E83 B1, je nach verwendetem Objektiv. Da die Probe nicht kontaktiert wird, ist der Video-XT universell einsetzbar und für nahezu alle Werkstoffe und Bauteilformen geeignet, darunter Stahl, Kunststoff, Gummi, Harze, Drähte, Seile, Drahtseile, Polyurethanschaum sowie Halbzeuge und Fertigprodukte mit duktilen oder hochfesten Eigenschaften.
Da keine Kraft durch Gewicht oder Klemmung auf die Probe einwirkt, eignet sich das System auch für dünnste Proben, Folien oder Drähte. Der Video-XT ist zudem für alle Versuchsarten nutzbar, also für Zug-, Druck- und Biegeversuche sowie für Zyklen- und Hystereseversuche, und lässt sich dank Sichtfenster auch in Thermokammern einsetzen.
Ermöglicht wird die vollständige Dehnungsmessung bis zum Bruch, einschließlich E-Modul, Rp0,2, Ag und Bruchdehnung bis unter 50 Prozent. Le beziehungsweise L0 sind frei wählbar, im Lieferumfang enthalten sind diverse Le-Markierungen sowie ein Marker zur einfachen Probenmarkierung. Die Messmarken werden automatisch erkannt. Optional steht ein Software-Modul zur Bestimmung des R+N-Werts nach EN 10113 oder EN 10275 beziehungsweise zur Ermittlung der Poissonzahl zur Verfügung.
Querdehnungsmesser
Für Umformprozesse, insbesondere für Tiefziehprozesse, ist die Bestimmung der Querdehnung von zentraler Bedeutung. Mit Querdehnungsmessern wird die Taillenbildung beziehungsweise Einschnürung der Probe erfasst und daraus der R+N-Wert bestimmt. So darf beispielsweise ein Blech während des Tiefziehprozesses nicht zu stark ausdünnen, um einen Riss zu vermeiden.
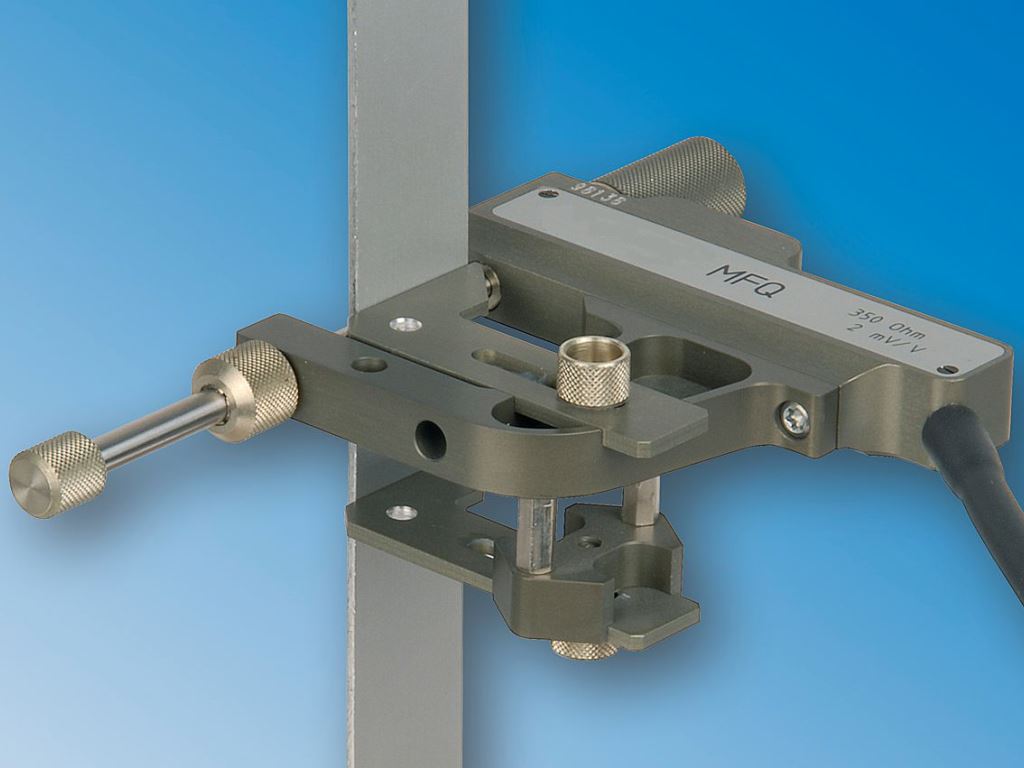
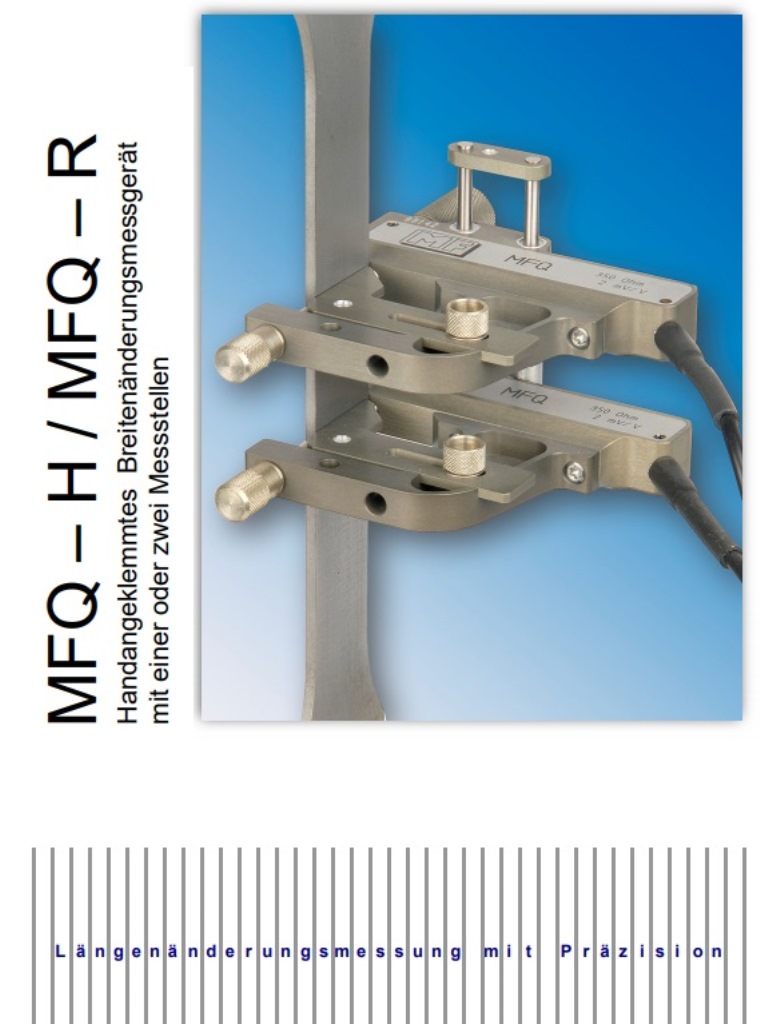
MFQ H2
Der MFQ H2 ist ein günstiges Anklemm-Gerät zur normkonformen Messung der R+N-Werte. Er verfügt über zwei Messsysteme, deren Werte per Y-Kabel gemittelt werden, und ist damit anderen Systemen in der Genauigkeit überlegen.
MFQ H1
Der MFQ H1 entspricht dem MFQ H2, verfügt jedoch nur über ein Messsystem.
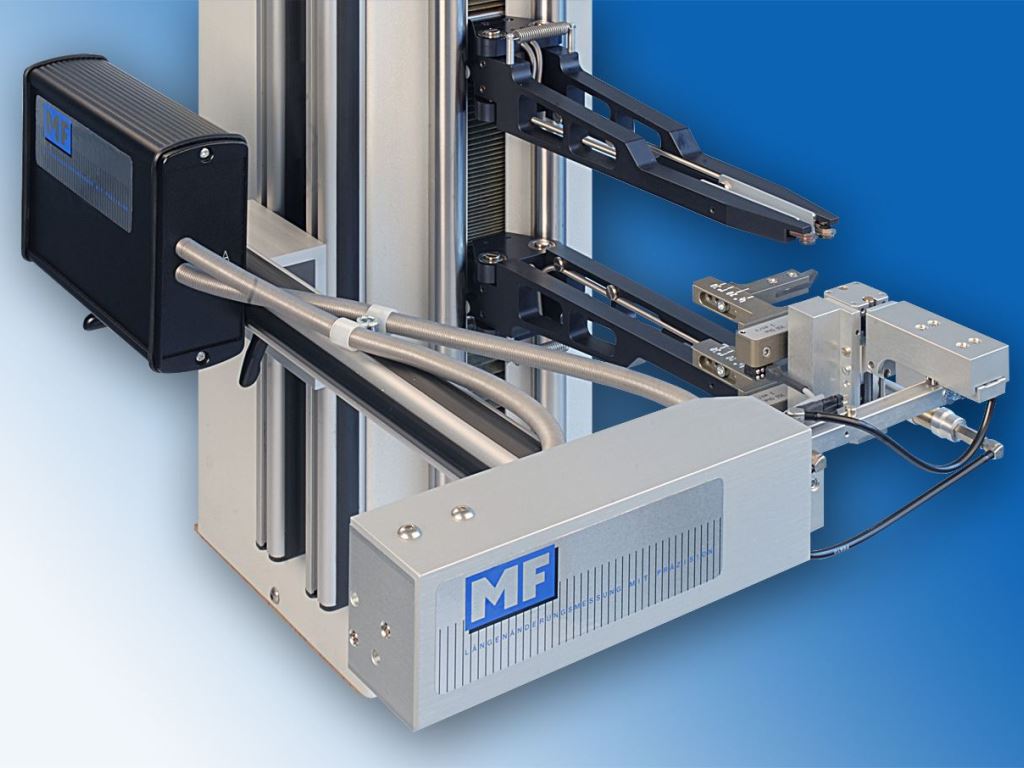
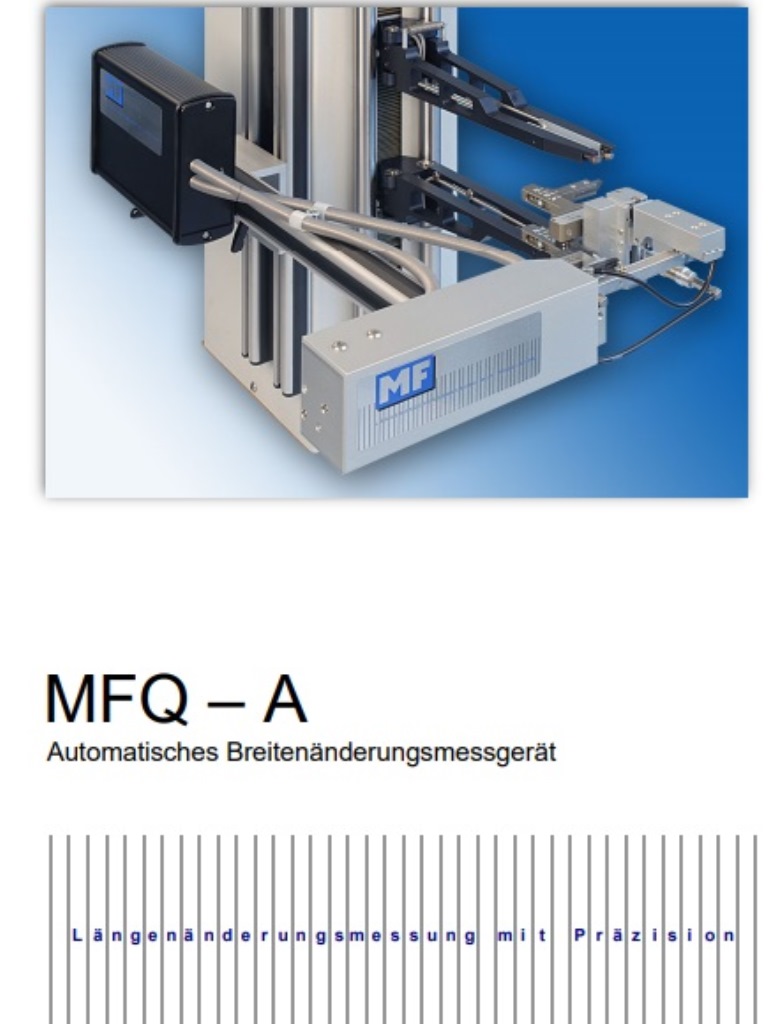
MFQ A
Der MFQ A klemmt komfortabel automatisch an die Probe und ermöglicht ebenfalls die normkonforme Messung der R+N-Werte. Auch dieses Gerät verfügt über zwei Messsysteme, deren Werte per Y-Kabel gemittelt werden, und ist anderen Systemen in der Genauigkeit überlegen. Der MFQ A wird in Kombination mit einem Langweg-Extensometer eingesetzt.
Verbleib des Extensometers an der Probe bis zum Bruch
Ob die Tastarme eines Extensometers bis zum Bruch an der Probe verbleiben können, hängt vom Typ der Zugprüfmaschine und der Art des Spannzeugs ab. Bei einer hydraulischen Zugprüfmaschine mit Plungerkolben ist ein Verbleib bis zum Bruch grundsätzlich nicht möglich: Sobald die Probe bricht, insbesondere bei geringer Dehnung ohne nennenswerte Einschnürung, wird die gespeicherte Energie schlagartig frei. Der Plungerkolben verfährt dadurch mit hoher Geschwindigkeit und reißt die Tastarme mit, was über kurz oder lang zur Zerstörung des Extensometers führt. Zudem besitzen ältere Zugprüfmaschinen häufig nur ein Keilspannzeug, das die Probe nach dem Bruch nicht mehr fixiert, wodurch sie herausfällt oder sogar fortgeschleudert wird.
Damit die Probe beim und nach dem Bruch sicher in Position gehalten wird, ist entweder ein kostenintensives hydraulisches Spannzeug oder eine sonstige starre Einspannung erforderlich, etwa für Proben mit Schulter- oder Gewindekopf. Diese Spannmittel müssen die Probe mittels Kontermutter oder pneumatisch betätigtem Stößel bei Bruch in Position fixieren. Zudem darf das Querhaupt der Maschine nicht stark beschleunigen, was hydraulische Prüfmaschinen mit Plungerkolben ausschließt. Moderne hydraulische Universalprüfmaschinen mit Doppelkolben sind hierfür hingegen geeignet.
Selbst bei geeigneter Einspannung ist mit einem höheren Verschleiß der Schneiden zu rechnen, sofern die Messung bis zum Bruch erfolgen soll. Dieser Verschleiß kann bereits nach wenigen Versuchen einsetzen, da die Probe sowohl plastisch als auch elastisch verformt wird. Bricht die Probe am Ende des Versuchs, entspannt sich der elastische Anteil innerhalb eines Bruchteils einer Sekunde, wodurch die Probe unter den Schneiden des Extensometers stark beschleunigt wird. Dieser Rückzug, bei Stahl üblicherweise rund 0,3 Prozent der Gesamtdehnung, erfolgt so schnell, dass ein rechtzeitiges Öffnen der Messarme praktisch ausgeschlossen ist. Die Probe schießt dadurch an den klemmenden Schneiden vorbei und stumpft diese zunehmend ab.
.")
Warum sollten Tastarme vor dem Bruch geöffnet werden?
Die Gesamtdehnung einer Stahlprobe setzt sich aus drei Anteilen zusammen: dem elastischen Anteil, der sich nach dem Bruch wieder zusammenzieht, der Gleichmaßdehnung Ag beziehungsweise Agt bis zum Kraftmaximum, bei der sich der gesamte parallele Bereich gleichmäßig dehnt, sowie der Dehnung im Einschnürungsbereich Z, die ab Überschreiten der Höchstkraft Rm ausschließlich im Fließbereich auftritt.
Der elastische Anteil entspricht letztlich gespeicherter Energie, die bei Probenbruch schlagartig freigesetzt wird. Erfolgt der Bruch ohne jegliche Einschnürung, geschieht dies nahezu explosionsartig. Dies ist typisch für Werkstoffe wie Grauguss, Aluminiumguss, gehärtete Materialien oder glasfaserverstärkte Kunststoffe, deren Bruchdehnung oft nur bei rund 2 Prozent liegt und die keine Einschnürung zeigen. Bei diesen Werkstoffen ist der Schock auf das Messgerät meist besonders hoch, weshalb von einem Tastarm-Extensometer grundsätzlich abgeraten wird. Besser geeignet ist hier ein Anklemm-Dehnungsmesser, insbesondere der Dehnungsmesser vom Typ STRAIN 25-50, der eine Bruchdehnung bis etwa 2 mm Messweg erfassen kann, auf Anfrage auch bis 3 mm. Eine offizielle Herstellerfreigabe für den Verbleib bis zum Bruch besteht dafür zwar nicht, aus der Praxis ist jedoch bekannt, dass dieser Dehnungsmesser bei entsprechend fixierter Probe ohne Schaden bis zum Bruch verbleiben kann. Eine kleine Sicherungskette verhindert dabei, dass das Gerät bei einem Schlag herunterfällt.
Für Tastarmgeräte gilt allgemein die Empfehlung, die Messarme bereits vor dem Bruch zu öffnen. Dies ist ohne Verfälschung der Dehnungswerte möglich, sofern die Arme deutlich nach Überschreiten von Ag geöffnet werden. Der Grund dafür liegt in der unterschiedlichen Erfassung und Kombination der Messwerte verschiedener Messsysteme: Bis zur Höchstkraft dehnt sich die Probe im gesamten parallelen Bereich gleichmäßig, wobei die Dehnung stets auf die Ausgangslänge L0 bezogen werden muss. Deshalb ist der Verbleib des Extensometers bis zum Erreichen von Ag unabdingbar. Nach Überschreiten der Höchstkraft Rm beginnt sich die Probe zunehmend einzuschnüren, wobei jede weitere Verlängerung ausschließlich im Fließbereich an der späteren Bruchstelle erfolgt. Zahlreiche Versuche des Herstellers GALDABINI haben bestätigt, dass es ab diesem Zeitpunkt unerheblich ist, welches Messsystem die weitere Verlängerung erfasst, sei es der Extensometer selbst oder alternativ das Traversenweg-Messsystem der Zugprüfmaschine.

Wann verursacht der Verbleib fehlerhafte Ergebnisse?
In manchen Fällen erfolgen Einschnürung und Bruch nicht exakt in der Probenmitte, sondern in der Nähe der Probenköpfe, teilweise sogar außerhalb des Messbereichs Le. Erfolgt der Bruch nahe der Schneiden, unterfließt ein Teil der Dehnung die Messstellen des Extensometers. Liegt der Bruch vollständig außerhalb der Schneiden, geht die gesamte Dehnung nach Ag verloren.
In einem solchen Fall wird die Dehnung bis zur Höchstkraft Rm zwar korrekt als Gleichmaßdehnung innerhalb von Lc beziehungsweise Lv erfasst, die weitere Dehnung nach dem Kraftmaximum erfolgt jedoch außerhalb des Extensometers. Der Graph zeigt dann unmittelbar nach Ag beziehungsweise Rm keinen weiteren Anstieg mehr und kann sogar rückläufig verlaufen, da sich der innerhalb der Schneiden liegende Abschnitt elastisch zusammenzieht. Ein solcher Versuch muss verworfen werden, wobei ReH oder Rp0,2 sowie Rm weiterhin verwendet werden können. Die Bruchdehnung A ließe sich in diesem Fall nur noch manuell bestimmen. Wären die Messarme bereits nach Überschreiten von Ag geöffnet und auf das Traversenwegsystem umgeschaltet worden, wäre die Dehnung im Einschnürungsbereich unabhängig von dessen genauer Lage korrekt erfasst worden und der Versuch vermutlich gültig gewesen.

Ist die Bruchdehnung ein wesentliches Kriterium eines Zugversuchs?
Die Dehnung wird als Versuchsergebnis in der ISO 6892-1 genannt, ihre Berechnung ist exakt beschrieben. Würde die Konstruktion oder Statik eines Bauteils jedoch auf Bruchdehnungswerten basieren, müsste sich der Konstrukteur auf Messwerte verlassen, die weit hinter der ersten Schädigungsgrenze des Materials liegen. In der Praxis ist die Bruchdehnung daher lediglich ein Indikator für die allgemeine Dehnfähigkeit eines Werkstoffs. Das wesentliche Ergebnis eines jeden Metallzugversuchs ist die Schädigungsgrenze, also die Streckgrenze ReH oder die Dehngrenze Rp0,2. Auf dieser Basis lässt sich kalkulieren, bis zu welcher Belastung ein Material eingesetzt werden kann, ohne dass eine Schädigung eintritt.
Lediglich bei Umformprozessen stellt die Dehnung ein wesentliches Kriterium dar. Auch hier ist jedoch nicht die Bruchdehnung A das entscheidende Kriterium, sondern der Wert Ag: Er gibt an, bis zu welcher Dehnung ein Material, etwa ein Tiefziehblech, gedehnt werden kann, ohne dass eine partielle, ungewollte Dehnung auftritt, die das Werkstück lokal schwächen und beispielsweise die Wandstärke eines Autoblechs unter die zulässige Toleranz absinken lassen würde. Die reinen Zahlenwerte der Bruchdehnung werden in der Praxis daher häufig überbewertet, während ihre eigentliche Bedeutung meist darin liegt, die Mindestanforderungen einer Stahlgüte zu erfüllen. Zu berücksichtigen ist zudem, dass die ISO 6892-1 eine Rundung der Dehnungswerte auf 0,5 Prozent vorsieht.
Beschaffung: Extensometer für GALDABINI-Prüfmaschinen
Sie benötigen einen Extensometer oder Dehnungsmesser für Ihre Zugprüfmaschine? Gerne bieten wir Ihnen die passende Ausstattung an.
Zu beachten ist dabei, dass die Anbindung dieser Ausstattung an fremde Maschinen ausgeschlossen ist: Wettbewerber unterstützen weder mit elektronischen Plänen noch mit den erforderlichen Passwörtern für die Software-Einbindung. Eine Einbindung ist daher ausschließlich möglich für von uns angebotene GALDABINI-Neumaschinen, für von uns durchgeführte Modernisierungen hydraulischer oder mechanischer Universalprüfmaschinen sowie für DOLI-Elektroniken mit DOLI-Software.
Interesse geweckt? Nehmen Sie jetzt Kontakt mit uns auf!
Sie sind sich unsicher, welcher Extensometer für Ihre Anwendung geeignet ist, oder benötigen eine individuelle Beratung zur Ausstattung Ihrer Zugprüfmaschine? Unser Team unterstützt Sie gerne bei der Auswahl des passenden Dehnungsmessers für Ihre Prüfaufgabe.
Anklemm-Dehnungsmesser

Langweg-Extensometer
Anklemm-Dehnungsmesser
Spezial-Extensometer
Vorlagen
Video-Dehnungsmesser

Hochtemperatur Extensometer

Quer-Dehnungsmesser
MFA2
- extrem genau (DMS – Technik)
„immer“ genauer als Langweg-Extensometer - robust gegen Probenbruch (Alu-Druckguss GFK CFK
- Le 30 + 50, Option: Spezielle Le 20 bis 100 mm
- günstig, einfache Handhabung
- keine Werte Ag, Agt, A: Handvermessung
MFA2 doppelseitig
- wie vor, aber:
doppel-seitiger Anklemm-Extensometer:
zur elektro-mechanischen Kompensation
des Biegeeinflusses
zur normkonformen E-Modul-Bestimmung
und für Versuche nach
NATCAP etc. vorgeschrieben
MFA2mini
- extrem genau (DMS – Technik)
„immer“ genauer als Langweg-Extensometer - Le 10 – 80 mm
- geringfügig günstiger als MFA2
- einfache Handhabung
- keine Werte Ag, Agt, A: Handvermessung
- nicht so robust wie MFA2
MFA2mini doppelseitig
- wie vor
jedoch doppel-seitiger Anklemm-Extensometer:
Elektro-mechanische Kompensation Biegeeinfluss (NATCAP etc. vorgeschrieben)

PDF MFA25
PDF MFA20

PDF MFS

PDF MFI

Micron 2
- weltweit günstigster Extensometer A%
- hochauflösender Messweg 0,05µm
- autom. Schließen / Öffnen Messarme
- Manuelle Le-Einstellung 3 Sekunden
- Bestimmung E-Modul Rp0,2 AL
- Bestimmung Ag, Agt, A5,65, A80…
- Pflicht @ Querdehnungsmesser R+N
MFX200
- Referenzklasse der HQ- Langweg-Extensometer
- hochauflösender Messweg 0,1µm
- automatisches Schließen / Öffnen der Messarme
- automatische Le-Einstellung
- automatische Mitteneinstellung zu den Spannköpfen
- Bestimmung E-Modul, Rp0,2 …, Reh, AL
- Bestimmung Ag, Agt, A5,65, A80…
- Messweg 200 mm (abzüglich Le)
- Erforderlich falls R+N Wert gewünscht und ein manueller Querdehnungsmesser genutzt wird

Tastarm-Extensometer
- Referenzklasse der HQ- Langweg-Extensometer
- hochauflösender Messweg 0,1µm
- automatisches Schließen / Öffnen der Messarme
- automatische Le-Einstellung
- automatische Mitteneinstellung zu den Spannköpfen
- Bestimmung E-Modul, Rp0,2 …, Reh, AL
- Bestimmung Ag, Agt, A5,65, A80…
- Messweg 500 mm (abzüglich Le)
- Erforderlich falls R+N Wert gewünscht und ein manueller Querdehnungsmesser genutzt wird

MFL
- „Top of the Top“ HQ- Langweg-Extensometer
- hochauflösender Messweg 0,1µm
- automatisches Schließen / Öffnen der Messarme
- automatische Le-Einstellung
- automatische Mitteneinstellung zu den Spannköpfen
- Bestimmung E-Modul, Rp0,2 …, Reh, AL
- Bestimmung Ag, Agt, A5,65, A80…
- Messweg 200 mm (abzüglich Le)
- Erforderlich falls R+N Wert gewünscht und ein automatischer Querdehnungsmesser MFQ-A genutzt wird

PDF MicronXT

PDF – MFX200 Extensometer

PDF MFX500
Top-Produkt der Referenzklasse Langweg-Extensometer
MFA25
- Bestimmung E-Modul, Rp0,2, Streckspannung, Streckdehnung
- großer Messweg < 25 mm: Dadurch geeignet für harte / mittelharte Kunststoffe zur Bestimmung
u. a. Bruchdehnung (< 50% bei Le 50) - Option MFA12,5 = linarer
- einfache Handhabung (ungünstiger als MFA2)
- durch Scherenbewegung weniger linear als MFA2
MFA20
- kreisförmige angeordnete Schneiden für Draht / Betonstahl
- großer, linearer Messweg < 20 mm: Bestimmung Ag, Agt, A100, A200
- günstigste Lösung für Betonstahl (!): Messung E-Modul, ReH, Rp0,2
- durch Stecksystem variables Le einstellbar
- Option: Le Verlängerung für Le 100 oder Le 200
- nur für große Le geeignet ab Le 50 (Option Le 40)
MFS
- speziell für SCHÜTZ+LICHT konzipierter Dehnungsmesser, dient der Verlängerungsmessung an Schrauben
- Speziell wird die Verlängerung der ganzen Schraube (mm) gemessen
(zur Messung % Dehnung an abgedrehten Schrauben empfehlen wird die Verwendung MFA2 / MicronXT - die Schrauben müssen im Kopf / Fuß eine Senkung erhalten (wie Senkung für Drehbank)
- spezielles Spannzeug mit „Fenster“ oberhalb / unterhalb der Schraube erforderlich
MFI für Seile
- konzipiert für die Dehnungsmessung an Seilen
- sichere Klemmung auf Seilen durch kreisförmige Anordnung der Schneiden
- Seile zerreißen mit (extremer) Energie – Gerät muss nach dem Übergang in die Plastizität abgenommen werden
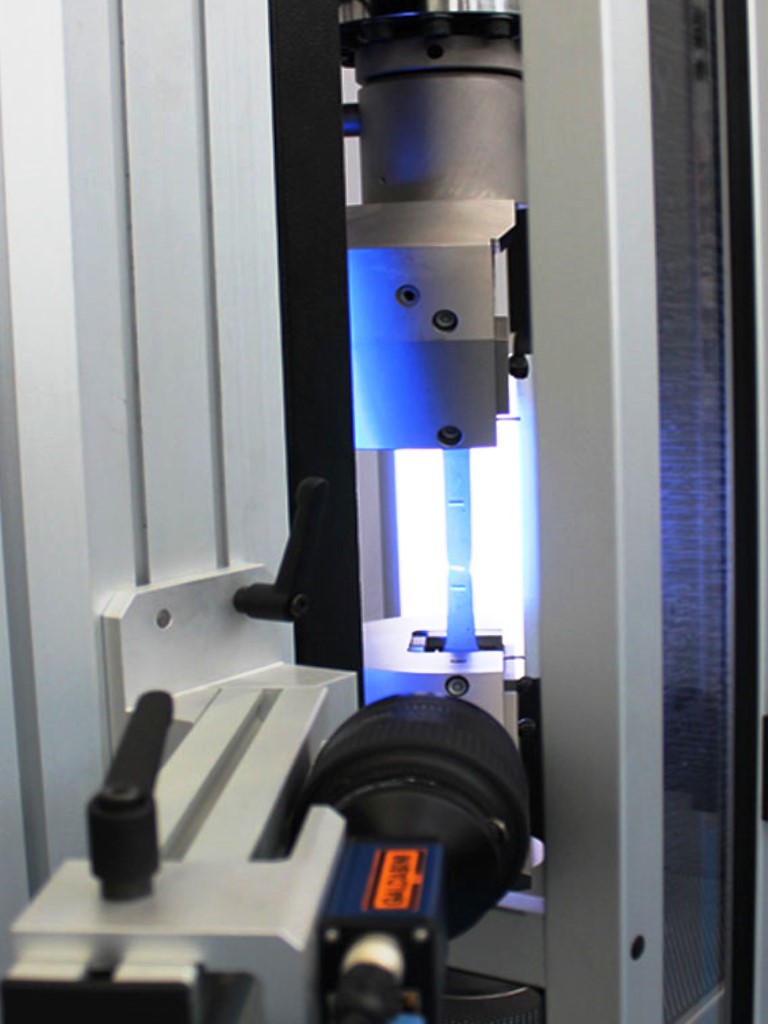
Video-XT Kamera
Video-XT Videodehnungsmesser

Video-XT an Maschine


MFA2
Der MFA2 ist ein extrem genauer Anklemm-Dehnungsmesser auf DMS-Basis zur Bestimmung von E-Modul und Rp0,2 (sowie Rp0,01 und Rp1,0). Er ist robust gegenüber Probenbruch und eignet sich daher auch für spröde Werkstoffe wie Aluminium-Druckguss, GFK oder CFK. Verfügbar mit Le 30 oder 50 mm, auf Anfrage auch mit speziellen Le-Werten zwischen 20 und 100 mm. Werte für Ag, Agt und A müssen manuell vermessen werden.
MFA2 doppelseitig
Diese Variante entspricht dem MFA2, kompensiert jedoch zusätzlich elektromechanisch den Biegeeinfluss. Der doppelseitige Anklemm-Extensometer ermöglicht damit eine normkonforme E-Modul-Bestimmung und wird unter anderem für Versuche nach NATCAP vorgeschrieben.
MFA2mini
Der MFA2mini basiert auf derselben DMS-Technik wie der MFA2, deckt jedoch einen kleineren Le-Bereich von 10 bis 80 mm ab. Er ist geringfügig günstiger, jedoch nicht so robust wie der MFA2. Auch hier müssen Ag, Agt und A manuell vermessen werden.
MFA2mini doppelseitig
Wie der MFA2mini, jedoch mit elektromechanischer Kompensation des Biegeeinflusses für normkonforme Versuche, etwa nach NATCAP.
MFA25
Der MFA25 verfügt über einen größeren Messweg von unter 25 mm und eignet sich damit für harte bis mittelharte Kunststoffe mit einer Bruchdehnung von unter 50 Prozent bei Le 50. Neben E-Modul und Rp0,2 lassen sich damit auch Streckspannung und Streckdehnung bestimmen. Durch die Scherenbewegung ist die Linearität geringer als beim MFA2, als lineare Alternative steht die Option MFA12,5 zur Verfügung.
MFA20
Der MFA20 ist speziell für Draht und Betonstahl konzipiert und verfügt über kreisförmig angeordnete Schneiden sowie einen großen, linearen Messweg von unter 20 mm. Er ermöglicht die Bestimmung von Ag, Agt, A100 und A200 sowie E-Modul, ReH und Rp0,2 und gilt als günstigste Lösung für Betonstahl. Über ein Stecksystem lässt sich das Le variabel einstellen, optional auch mit Verlängerung auf Le 100 oder Le 200.
MFS
Der MFS wurde speziell von SCHÜTZ+LICHT für die Verlängerungsmessung an Schrauben entwickelt. Gemessen wird die Verlängerung der gesamten Schraube in mm. Für die Dehnungsmessung in Prozent an abgedrehten Schrauben empfiehlt sich stattdessen der MFA2 oder MicronXT. Die Schrauben benötigen im Kopf- und Fußbereich eine Senkung, zudem ist ein spezielles Spannzeug mit Fenster oberhalb und unterhalb der Schraube erforderlich.
MFI für Seile
Der MFI ist für die Dehnungsmessung an Seilen konzipiert. Die kreisförmige Anordnung der Schneiden sorgt für eine sichere Klemmung. Da Seile mit hoher Energie reißen können, muss das Gerät nach dem Übergang in die Plastizität von der Probe abgenommen werden.

Ausdünnung beim Tiefziehen
Für Umformprozesse – insbesondere Tiefziehprozesse ist die Bestimmung der Querdehnung sehr wichtig. Mit diesen Querkontraktionsmessern wird die Taillenbildung / Einschnürung bzw. R+N-Wert gemessen. So darf z. B. ein Blech während dem Tiefziehprozess nicht zu stark ausdünnen um einen Riss zu vermeiden.

MFQ H2
- günstiges Anklemm-Gerät zur normkonformen Messung R+N-Werte
- 2 Messsysteme – Mittelwertbildung per Y-Kabel
- hochgenau – anderen System überlegen
MFQ H1
- wie MFQ H2 – jedoch nur 1 Messsystem
MFQ A
- komfortabel automatisch anklemmend
- normkonformen Messung R+N-Werte
- 2 Messsysteme: Mittelwertbildung @ Y-Kabel
- hochgenau – anderen System überlegen
PDF MFQ
- Messung Breitenreduzierung Zugversuch
PDF MFQ-HR
- Messung Breitenreduzierung Zugversuch

