Härteprüfung Knoop: Verfahren & Anwendung
Die Härteprüfung nach Knoop gehört zu den wichtigsten Verfahren der Mikrohärteprüfung. Sie wird eingesetzt, wenn sehr kleine Prüfeindrücke, geringe Eindringtiefen und eine hohe Ortsauflösung erforderlich sind. Besonders bei dünnen Schichten, Beschichtungen, Keramiken, Hartmetallen und wärmebehandelten Randzonen bietet die Knoop-Härteprüfung Vorteile gegenüber anderen Härteprüfverfahren.
Das Wichtigste in Kürze
- Knoop ist ein genormtes Mikrohärteprüfverfahren mit Diamanteindringkörper.
- Der langgestreckte, schmale Eindruck eignet sich besonders für schmale Randzonen und die Härteprüfung von Schichten an Querschliffen.
- Bei gleicher Prüfkraft besitzt der Knoop-Eindruck eine deutlich geringere Eindringtiefe als ein vergleichbarer Vickers-Eindruck.
- Die lange Diagonale ist etwa dreimal länger als bei Vickers und ermöglicht die präzise Vermessung kleinster Eindrücke.
- Besonders geeignet für dünne Schichten, Beschichtungen, Keramiken, spröde Werkstoffe und Randzonen.
- Die Härte wird optisch über die lange Eindruckdiagonale bestimmt.
- Das Verfahren ist in DIN EN ISO 4545 geregelt.
- Die Ergebnisangabe erfolgt mit dem Kurzzeichen HK.
Was ist die Knoop Härteprüfung?
Die Knoop-Härteprüfung ist ein optisches Eindringverfahren zur Bestimmung der Härte metallischer und nicht-metallischer Werkstoffe. Der Diamanteindringkörper besitzt eine asymmetrische Pyramidengeometrie und erzeugt einen langgestreckten rautenförmigen Eindruck. Dadurch entsteht bei gleicher Prüfkraft eine deutlich geringere Eindringtiefe als bei Vickers.
Das Verfahren wurde speziell für Anwendungen entwickelt, bei denen die Prüftiefe möglichst klein gehalten werden muss (Normvorgabe der Mindestdicke zur Vermeidung der Durchstoßung von Schichten oder Prüfstück). Typische Beispiele sind galvanische Schichten, PVD- und CVD-Beschichtungen, Nitrierschichten, Keramiken oder Gefügebestandteile in metallographischen Schliffen.
Die Knoop-Härteprüfung wird bevorzugt für diese Werkstoffe eingesetzt:
- dünne Beschichtungen
- galvanische Schichten
- Hartstoffschichten
- Keramiken
- Hartmetalle
- spröde Werkstoffe
- wärmebehandelte Randzonen
- metallographische Präparate
- Mikrohärteverläufe
Bei groben oder stark inhomogenen Werkstoffen kann dagegen Brinell häufig besser geeignet sein, da größere Materialbereiche erfasst werden.

Wie funktioniert das Knoop Härteprüfverfahren?
Der Ablauf ähnelt der Vickers-Härteprüfung:
- Die Probe wird präpariert und stabil positioniert.
- Der Knoop-Eindringkörper wird mit definierter Prüfkraft beaufschlagt.
- Die Prüfkraft wirkt für die vorgeschriebene Belastungsdauer.
- Nach der Entlastung bleibt ein langgestreckter Eindruck zurück.
- Es wird ausschließlich die lange Diagonale optisch vermessen.
- Aus Prüfkraft und Eindrucklänge wird der Knoop-Härtewert berechnet.
Die Qualität der optischen Vermessung ist entscheidend für die Genauigkeit der Ergebnisse. Hier ist Knoop dem Verfahren Vickers klar überlegen. Ebenfalls ist die geringere Eindringtiefe von Vorteil
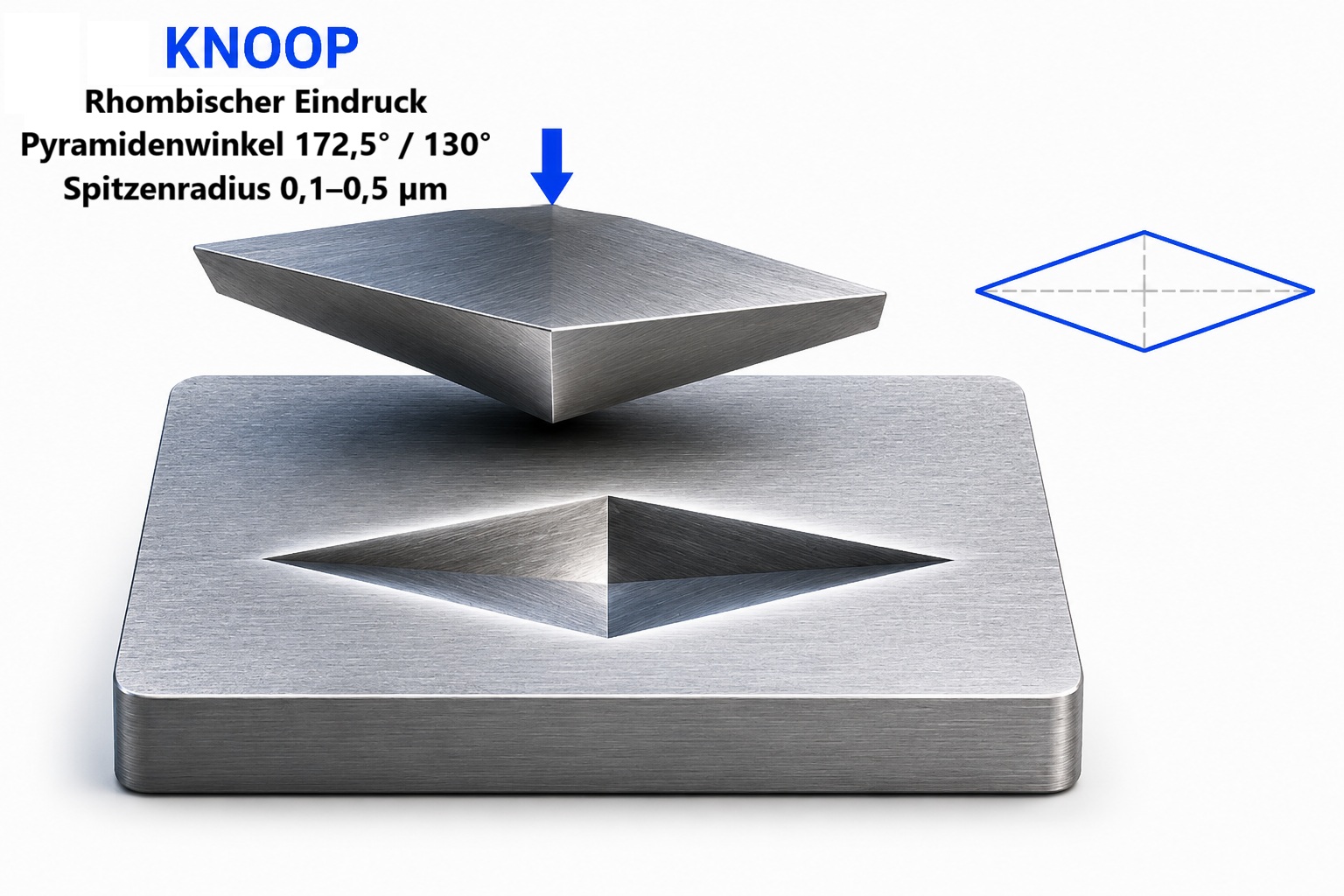
Die Geometrie des Knoop Eindringkörpers
Der Knoop-Eindringkörper besteht aus synthetischem Diamant und besitzt eine asymmetrische Pyramidenform. Die gegenüberliegenden Flächen bilden Winkel von 172,5° beziehungsweise 130°.
Diese Geometrie führt zu:
- langgestreckten Eindrücken
- geringer Eindringtiefe
- reduzierter Beeinflussung des Grundwerkstoffs
- hoher Eignung für Schichtprüfungen
Was bedeutet eine Angabe wie 650 HK0,1?
Eine typische Ergebnisangabe lautet:
650 HK0,1
Dabei bedeutet:
- 650 = ermittelter Härtewert
- HK = Knoop-Härte
- 0,1 = Prüfkraft in kgf
Falls von der Normbelastungsdauer abgewichen wird, wird die Belastungszeit zusätzlich angegeben.
Prüfkraftbereiche bei Knoop
Knoop wird überwiegend im Mikrohärtebereich eingesetzt. Typische Prüflasten reichen von wenigen Gramm bis zu einigen Kilogramm.
Typische Anwendungen:
- HK0,01 bis HK0,1: Sehr dünne Schichten, Gefügebestandteile und Mikrostrukturen
- HK0,2 bis HK1: Kleine Bauteile, Randzonen und Härteverläufe
- HK1 bis HK5: Größere Prüfflächen und klassische Mikrohärteprüfungen
Warum Knoop für dünne, extrem harte Schichten besonders wichtig ist
Der größte Vorteil des Knoop-Verfahrens liegt in der geringen Eindringtiefe und der ca. 3-fach längeren Diagonale. Während bei vielen Verfahren der Einfluss des Grundwerkstoffs die Messung verfälschen kann, bleibt die plastische Verformung bei Knoop vergleichsweise flach.
Dadurch eignet sich das Verfahren besonders für:
- PVD-Schichten
- CVD-Schichten
- galvanische Schichten
- Nitrierschichten
- Hartstoffschichten
- Oxidschichten
- Dünnfilme
In vielen Normen für Schichtprüfungen wird Knoop daher ausdrücklich empfohlen.
Anforderungen an Probenvorbereitung und Oberfläche
Die Knoop-Härteprüfung ist ein optisches Verfahren. Die Qualität der Oberfläche beeinflusst das Ergebnis unmittelbar.
Für reproduzierbare Ergebnisse sollten die Proben:
- eben sein
- sauber sein
- frei von Oxiden sein
- frei von Verunreinigungen sein
- geschliffen oder poliert sein – siehe Ausnahme
Besonders bei kleinen Prüflasten ist häufig eine metallographische Präparation erforderlich.
- Ausnahme: Dünne Schichten sind häufig nur ca. 3 bis 20 µm dick. Ein Schleifen oder Polieren ist hier in der Regel nicht geeignet, da die Schicht dabei schnell abgetragen oder verändert werden kann. Dünne Schichten werden daher ohne zusätzliche Präparation geprüft.
| Vorteile | Grenzen |
|---|---|
| Sehr geringe Eindringtiefe – ideal für dünne Schichten | Optische Auswertung erforderlich |
| Ca. 3× längere Diagonale als Vickers – präzisere Vermessung kleinster Eindrücke | Empfindlich gegenüber Oberflächenfehlern |
| Hohe Ortsauflösung und präzise Positionierung | Hohe Anforderungen an die Oberflächenqualität |
| Besonders geeignet für Beschichtungen, Keramiken und Hartmetalle | Dünne Schichten lassen sich oft nicht präparieren |
| Schmaler Eindruck – ideal für Randzonen und Querschliffe | Weniger geeignet für grobe oder inhomogene Gefüge |
| Sehr kleine Prüfeindrücke möglich | Höherer Prüfaufwand als Tiefenmessverfahren (z. B. Rockwell) |
Normen für die Knoop Härteprüfung
Die wichtigste Norm ist die DIN EN ISO 4545.
Wichtige Teile sind:
- DIN EN ISO 4545-1: Prüfverfahren für die Knoop-Härteprüfung
- DIN EN ISO 4545-2: Prüfung und Kalibrierung der Prüfmaschinen
- DIN EN ISO 4545-3: Kalibrierung von Härtevergleichsplatten
Zusätzlich ist ASTM E384 international weit verbreitet.
Häufige Fehler bei der Knoop Härteprüfung
Typische Fehlerquellen sind:
- unzureichende Oberflächenqualität
- falsche Prüfkraft
- zu geringe Abstände zwischen Prüfpunkten
- ungeeignete Vergrößerung
- unsaubere Vermessung der Diagonale
- Prüfung in porösen Bereichen
- ungeeignete Schichtdickenrelation
Häufige Fragen
Welche weiteren Verfahren gibt es?
Neben Knoop werden vor allem Vickers, Brinell und Rockwell eingesetzt. Vickers eignet sich für viele Werkstoffe und Härteverläufe, Brinell für grobe oder inhomogene Gefüge und Rockwell für schnelle Serienprüfungen.
Wann ist Knoop das richtige Verfahren?
Knoop ist besonders geeignet wenn:
- sehr dünne Schichten geprüft werden sollen
- die Eindringtiefe minimiert werden muss
- Keramiken untersucht werden
- Hartstoffschichten bewertet werden
- kleine Gefügebestandteile analysiert werden
- Mikrohärteverläufe erforderlich sind
In vielen Fällen wird Knoop als Ergänzung zu Vickers eingesetzt.
Was ist der Unterschied zwischen Vickers und Knoop?
Knoop erzeugt einen langgestreckten Eindruck mit geringerer Eindringtiefe. Vickers erzeugt einen nahezu quadratischen Eindruck und wird universeller eingesetzt.
Ist Knoop für Beschichtungen geeignet?
Ja. Die geringe Eindringtiefe macht Knoop zu einem der wichtigsten Verfahren für Schichtprüfungen.
Welche Norm gilt für Knoop?
Die internationale Normenreihe DIN EN ISO 4545 beschreibt das Verfahren.
Wann sollte Knoop statt Vickers eingesetzt werden?
Vor allem bei dünnen Schichten, spröden Werkstoffen und Anwendungen mit sehr kleinen Prüfeindrücken.

