Stanzwerkzeug für Zugproben aus Blech
Blechdicken 0,05 – 12,0 mm / Festigkeiten von 50 – 1800 MPa

|
Bezeichnung |
ISO6892 B1-1 |
ISO6892 B1-2 |
ISO6892 B1-3 |
Presshärten |
ASTM E8/E8M |
ASTM A370 |
JIS |
GOST |
||
|
ISO |
ASTM |
|||||||||
|
Lt |
L |
200 |
250 |
200 |
~136 |
200 (min.) |
100 |
200 |
150 |
|
|
B |
C |
20 |
30 |
35 |
9 |
20 |
10 |
35 |
40 |
|
|
h |
B |
~50 |
~50 |
~55 |
45 (min.~45) |
~50 min |
~30 |
~55 |
||
|
R |
R |
20 |
20 |
25 |
15 |
20 (min.12,5) |
15 (min.6) |
25 |
||
|
Lc |
A |
75 (min.57) |
120 (min.90) |
60 (min.) |
36 |
75 (min. 57) |
36 (min.32) |
60 |
100 |
|
|
L0 |
G |
50 |
80 |
50 |
30 |
50 +1 |
25 +1 |
50 |
||
|
b0 |
W |
12.5 +1 |
20 +1 |
25 +1 |
5 |
12,5+0,2 |
6+0,1 |
25 |
20 |
|
|
Lc Parallelität |
0,06 |
0,12 |
0,12 |
0,06 |
0,1 |
0,08 |
0,1 |
|||
|
b+ |
W+ |
Stanzaufmaß zur Abarbeitung der Stanzkante (Kaltverfestigung) erforderlich |
||||||||
|
a0 |
T |
Dicke für Schnittwerkzeuge / Stanztechnik: 0,05 – 12,0 mm |
||||||||
Sonderformen / weitere Probenformen auf Anfrage. Für die Nachbearbeitung empfehlen wir die Probenschleifmaschine PSM 2000
Zugproben aus Standard-Blechen mit Festigkeiten (Rm) von 150 – 1200 MPa
Seit 1970 ist die Probenvorbereitung von Zugproben aus Blechen für unser Unternehmen ein Kernthema. Seit dieser Zeit haben wir hunderte Stanzen und Stanzwerkzeuge konzipiert und geliefert. Dabei werden in aller Regel Standard – Zugproben aus Blechen von 0,5 – 6,0 mm Dickenbereichen gefertigt. Aber auch Sonderwerkzeuge mit federndem Niederhalter und besonders exakter Auslegung für weiche, extrem dünne Bleche ab 0.01 mm bis 0,3 mm sind Bestandteil unseres Lieferprogramms. In den letzten Jahren haben wir das Spektrum der Blechdicken auf Kundenwunsch auf bis zu 10 mm ausgedehnt.
Zugproben aus gehärteten Blechen
Presshärten / Formhärten / Heißpressen / Warmumformung / Hot deforming / Hot Stamping
sind die Stichworte die der Werkstoffprüfung der Automotive-Blech-Industrie besondere Probleme bereiten. Aktuell suchen alle Hersteller und Zulieferer im Fahrzeugbau / der Carbody-Industrie (tendenziell auch LKW-Bau) dringend nach Lösungen zur Herstellung von Zugproben aus gehärteten Blechen, bei denen Festigkeiten bis 1600 MPa (tendenziell 1700 MPa) üblich sind. Bei diesen gehärteten Blechen versagen die meisten üblichen Herstellungsarten. So sind die Fräser für eine spanende Bearbeitung innerhalb kurzer Zeit stumpf und bringen in das Material teilweise zusätzliche Schäden ein (Quetschung / Verdichtung durch stumpfe Fräser). Ein zusätzliches Problem tritt dadurch auf, dass die Proben an einem umgeformten Blechteil / Formstück entnommen werden muss. Da dieses Bauteil eine 3D-Kontur aufweist ist es mittels Standard-Stanzwerkzeug kaum möglich an dieser Kontur eine Stanzung durchzuführen um den Zugstab („Knochen“) zu entnehmen. Daher wird aus dem Bauteil mit einem Hand-Trenngerät (Winkelschleifer / „Flex“) ein möglichst großer Streifen herausgetrennt um diesen dann stanzen zu können.
Als weltweit erstes Unternehmen lieferten wir in 2013 Stanzwerkzeuge / Stanzen für das Hartschneiden gehärteter Bleche (Video). Für eine hochqualitative Probengüte müssen diese gestanzten Proben einer Endbearbeitung (Schleifen) unterzogen werden. Um auch die Vorarbeit des Heraustrennens eines Streifens einzusparen setzt sich mehr und mehr der Trend durch die Zugproben aus den gehärteten Blechen mittels Laser auszuschneiden. Ein an einem Roboterarm geführter Laser ist in der Lage an jeder beliebigen Stelle des Bauteiles eine Zugprobe (Hantel / Knochen) zu entnehmen. Durch die heiße Bearbeitung wird die Kante der Zugprobe jedoch stark geschädigt. Das Material an der so wichtigen Messlänge Lc wird durch den Laserstrahl geschmolzen und verändert die Werkstoffkennwerte extrem.
Um die Worte eines Mitarbeiters der Universität Kassel zu benutzen: „Die einzige qualitativ geeignete Maschine für die Nachbearbeitung / Abarbeitung der Schmelzkante / Stanzkante ist die Probenschleifmaschine des Herstellers SCHÜTZ+LICHT. Alle anderen Schleifmaschinen sind dafür nicht geeignet. Mit der hier beworbenen Probenschleifmaschine können alle Konturen von Radius zu Radius geschliffen werden. Dafür stehen unterschiedliche Schleifköpfe und Probenhalter zu Verfügung bzw. werden nach Kundenanforderung gefertigt
Anmerkungen
- Die genannten Maße entsprechen den Nennmaßen der Norm. Für die Entfernung der Stanzkantenschädigung (Kaltverfestigung) ist ein Stanzaufmaß bei b(W) erforderlich
- In allen Normen sind die Übergangsradien zwischen Kopf und Messlänge als Mindestmaß deklariert. Um die Probenschleifmaschine PSM2000 nutzen zu können ist ein Radius >15 mm erforderlich (kleinste Umlenkrollen des Schleifbands). Daher wurden teilweise die Radien der Proben (zulässig) erhöht. Erhöhte Maße wurden fett und unterstrichen gekennzeichnet.
- In allen Normen sind die parallelen Messlängen Lc(A) als Mindestmaß deklariert. Zur Nutzung unserer Probenschleifmaschine muss ein Abstand der Radien Lc(A) von 36 mm eingehalten werden um einen Kontakt der Umlenkwalzen (R15) zu vermeiden. Auch hier wurden die Maße (zulässig) erhöht. Die erhöhten Maße sind gekennzeichnet in blau, fett, unterstrichen.
- Die Zugproben ISO – A50 und ASTM E8 Typ 12,5 sind nahezu identisch. Zur Kostenbegrenzung sollten die Maße Lc(A) auf zulässige Weise angeglichen werden um die Anzahl der Werkzeuge zu reduzieren.
Zugproben-Stanzwerkzeuge

Alle durch uns gelieferten Stanzwerkzeuge / Schneidwerkzeuge werden exakt nach den Anforderungen unserer Kunden gefertigt. So können individuell alle gängigen Probenformen hergestellt werden: ISO / ISO6892, ASTM, / JIS / GHOST und andere. Grundsätzlich sollte ein Stanzwerkzeug mit Aufmaß in der Probenbreite hergestellt werden, auch wenn eine Abarbeitung einer Schädigungszone (kaltverfestigte Randzone die beim Stanzen entsteht) nicht vorgenommen werden soll. In vielen Fällen ist im Nachhinein doch das Erfordernis gegeben die Proben in der Messlänge zu bearbeiten. Sind die Werkzeuge jedoch auf das Nennmaß der Norm gefertigt, kommt es dazu, dass die Proben nach dieser Bearbeitung schmaler sind als dies die Norm zulässt.
C-Form-Stanzwerkzeug für Zugproben aus Blech
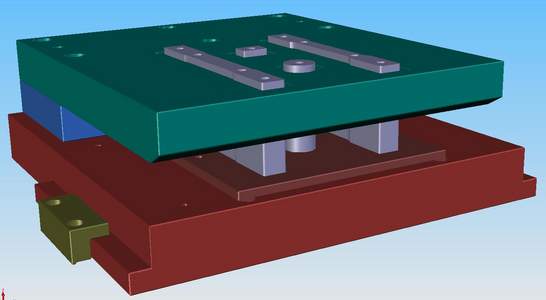
Zugproben-Stanzwerkzeug auf Rollentisch

Der Schnittstempel ist aus der Führungsplatte ausgebaut. Im oberen Teil des Bildes ist die Matrize von unten sichtbar. Neben der Standard-Bauform sind weitere Varianten lieferbar:
- Erweiterung für die Entnahme einer Zugprobe im Winkel von 45°
- Doppel-Entnahme mit Tiefenanschlag (2 Proben hintereinander)
- zusätzliche Ronde (Prüfung der Zinkauflage ?)
- federnde Niederhalterplatte zur Klemmung dünnster Bleche 0,05 – 0,3 mm
- Sonderformen
- Auslegung für weiche Materialien (Kupfer, Aluminium, etc.)
- Auslegung Hartschneiden Bleche <1.700 MPa (Warmumformung / Presshärtung)
Zugproben Stanzwerkzeug Roboter-Stanzanlage SHOUGAN
- C-Form-Stanzwerkzeug für die gleichzeitige Entnahme von
- 2 Zugproben
- 1 Ronde
- 1 Quadrat

Zugproben-Stanzwerkzeug für 3 Zugproben Entnahmerichtung 0 / 45 / 90°
Es werden in einem Hub 3 Zugproben entnommen: Längs- / Diagonal / Quer- Probe zur Walzrichtung

Layout eines Stanzwerkzeugs (Schnittplatte)
Die Konstruktion erfolgt entsprechend Ihren Anforderungen flexibel und schnell mittels 3D CAD – Software.

4-Schnitt-Werkzeug (2 Schnitte links | 2 Schnitte rechts)
- Parallelstreifen (Biegeprobe)
- Zugproben
Das Werkzeug ist wegen des weichen und dünnen Materials mit federnder Niederhalteplatte ausgestattet.

