GALDABINI Richtmaschinen für automatisches Biegerichten
Produktionstechnik: Biege-Richtmaschinen für Getriebewellen, Nockenwellen, Rohren und vieles mehr

GALDABINI – Präzisionsrichtmaschinen werden hauptsächlich in der Automobilindustrie für das Richten von Getriebewellen, Nockenwellen, Lenkzahnstangen, Synchronisierungsringen und Schaltgabeln eingesetzt. Dank ihrer einzigartigen Flexibilität können diese Richtmaschinen auch in der Textilindustrie für Spindeln, Wellen und in anderen Industrien für ähnliche Anwendungen wie Elektromotore, Bohrer, Ausstoßstangen für Pressen, Präzisionsrohre, geschmiedete Wellen und sogar Profile eingesetzt werden.
Die Richtsysteme für Wellen, Profile und andere Formen (Ringe, Gabeln, etc.) sind alle mit einer vollautomatischen Umrüstung (Positionierung der Werkzeuge sowie Austausch von Stempeln und Auflager / Gegenlager) und einer Richtkraft zwischen 10 kN und 20.000 kN erhältlich. Eine mögliche Automatisierung ist mittels Be- und Entlademagazin, Ausschuss-Station, Reinigungszentrum, Markierstation und Rissprüfung möglich.
Die Richtsysteme, basierend auf der TWIN oder STEP Technologie, wurden entwickelt für das Richten von Stangen und Profilen und werden vor allem bei der Produktion wie Linearführungen, Liftschienen, Zahnstangen, Schmiedeprofile, Bohrstangen und Textilmaschinenkomponenten eingesetzt und ermöglichen dort eine höhere Genauigkeit bei gleichzeitig erhöhter Produktivität.
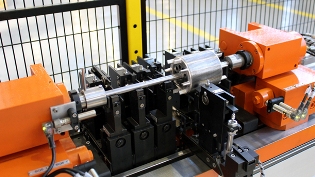
Flexible Richttechnologie von GALDABINI

Dank ihrer Konstruktion verfügen diese Anlagen über eine hohe Zugänglichkeit und hohe Flexibilität. Dadurch können verschiedenste Installationen mit sehr hoher Produktivität realisiert werden. Die Anlagen sind in verschiedenen Größen mit elektromechanischem Antrieb (Kugelrollspindeln) erhältlich. Der verschiebbare Tisch ermöglicht das automatische Umrüsten ohne den Eingriff eines Bedieners. GALDABINI – Richtmaschinen zeichnen sich durch ihre hohe Zuverlässigkeit und die exzellente Genauigkeit der gerichteten Werkstücke aus.
Die ergonomischen Eigenschaften sind wegweisend, der Platzbedarf sowie der Energieverbrauch sind sehr gering und die Geräuschemissionen niedrig. Ein kontinuierlicher Betrieb ohne Bedienereingriff ist auch für kleine Losgrößen möglich. Die speziell entwickelte GALDABINI-Software und der Hardwareaufbau inklusive Industrie-PC ergänzen sich perfekt und erlauben es, auch komplexe Programme für Richtaufgaben zu erstellen.
Maschinentypen




Hilfsmittel und Sensoren

Anwendungen

Richtaufgaben PKW
- Lenkungszahnstangen
- Lenkungsritzel
- Kegelrädern
- Abtriebswellen
- Nockenwellen
- Tulip-Achswellen

Richtaufgaben LKW
- Achswellen
- Nockenwellen
- Antriebswellen
- Abtriebswellen
- Kurbelwellen
- Gelenkwellen
- Schlepperabtriebswellen

Richtaufgaben Profile
- Vierkantzahnstangen
- Linearführungen
- spezielle Profile
- Führungen in U-Form
- Lift-Schienen



Richtaufgaben Schmiedeteile
- Wellen Stangen Walzen
- Schiffswellen
- Walzen
- Bohrgestänge
- Barren
- quadratischen Stangen
- geschmiedete Stangen

Textilmaschinen-Teile
- Webmaschinen-Spindeln
- Webmaschinen-Spindelschäfte
- Textilmaschinen-Streckwalzen

Richten mechanischer Teile
- Kugelumlaufspindel Kugelrollspindeln
- Wellen Zahnradpumpen
- Auswerferstifte
- Schlagbolzen
- Sonderschrauben
- Schaltachsen
Richten elektrischer Teile
- Ankerwellen
- Rotoren Elektromotore

