
Was ist Metallographie – einfach erklärt
Schliffbilderstellung | Gefügeanalyse | Härteprüfung
Metallographie ist die wissenschaftliche Untersuchung von Metallen zur Beurteilung der Qualität der Gefüge. Diese Untersuchungen sind heute fester Bestandteil der Qualitätssicherung bei der Herstellung und Verarbeitung von Metallen. Die quantitative und qualitative Gefügeanalyse erfordert große Erfahrung und wird in der Regel von ausgebildeten Metallographen durchgeführt. Im folgenden werden die Details der Metallographie auf einfache Weise erklärt.



Tutorial Teil 1
Tutorial Teil 2
Gefügeanalyse | Metallographie Präparation
Um einen Werkstoff einer Gefügeuntersuchung zu unterziehen muss dieser nach den Anforderungen der Metallographie präpariert werden. Erst nach einer fehlerfreien Präparation kann mit einem Mikroskop ein Blick in das Innere erfolgen. Dafür ist das Trennen, Schleifen und Polieren der Probe unabdingbar erforderlich.






Für die Gefügeanalyse muss die Probe nach den Regeln der Metallographie präpariert werden. Diese Präparation ist eine „Wissenschaft“ für sich und erfordert Erfahrung und eine sorgfältige Auswahl des verwendeten Verbrauchsmaterial. Um die Grundlagen der metallographischen Präparation zu erlernen empfiehlt es sich ein Praxisseminar zu buchen.
Durch eine falsche Präparation können die Eigenschaften des Präparates, zum Beispiel durch Oberflächenverhärtung oder ein Verbrennen des Materials, verfälscht werden. Beispiel: Stahl verfärbt sich bei falschem Schleifen durch die Hitzeeinwirkung dunkelblau, verbrennt. Unter Metallographie – Präparation versteht man die materialschonende Aufbereitung der Probe: Trennen, Einbetten, Schleifen und Polieren, die Ätzung und die anschließende quantitative und qualitative, mikroskopische Gefügeanalyse bzw. Gefügeuntersuchung. Das besondere an Metallographie – Präparationsmaschinen und der Schliffbild-Erstellung ist, dass diese Präparation ohne Wärmeeintrag (= Tennen mit extrem viel Kühlwasser) und mit geringer Anpresskraft beim Schleifen und Polieren erfolgt (scharfe Schleifmittel, Wasserkühlung, Schmiermittel, Diamantsuspensionen erforderlich). Zudem ist die metallographische Probenpräparation oft die Grundlage für weitere Untersuchungen. So bedarf z. B. die Härteprüfung nach Vickers einer metallographischen Probenpräparation bis hin zur „spiegelnden“ Oberfläche (Voraussetzung für die exakte optische Vermessung des Vickers-Eindrucks). Außerdem wird zum Beispiel der Reinheitsgrad von Metallen / Materialien bestimmt (Anteil von Fremdpartikeln und Verschmutzungen). Neben der Härteprüfung muss bei einer Schweißnahtprüfung oft auch ermittelt werden: Einbrand, Nahtaufbau, Bindefehler, Durchschweißung, Rissbildung, Mikrostruktur und A-Maß. Zudem werden Schweißnähte mittels Zugversuch mit einer Zugprüfmaschine geprüft.
Auch dem Beginner in der Metallographie sind nichtmetallische Kristalle bekannt: z. B. Kochsalz, Bergkristall, Edelsteine (u.a. Diamanten). Diese kristalline Form ist auch in Metallen vorhanden. Um Metalle zu untersuchen, ist eine mechanische Bearbeitung mit speziellen Metallographie – Präparationsmaschine erforderlich da meist nicht interessiert, wie die Oberfläche des Materials beschaffen ist, sondern die innere Struktur beurteilt werden muss.
Kurzbeschreibung: Für die Metallographie – Analyse muss das Werkstück präpariert werden
- Trennen: Mittels einer metallographischen Nass-Trenn-Schleifmaschine wird unter Verwendung von extrem viel Kühlwasser und speziellen Trennscheiben das Werkstück zerteilt und evtl. in nochmals kleinere Stücke sektioniert.
Merke: Je perfekter der Trennschnitt ist (glatte, unverbrannte Oberfläche) desto geringer ist der Aufwand beim anschließenden Schleifen und Polieren. Wer meint hier rationell und grob mit einer normalen Säge oder Fräse arbeiten zu können wird „bestraft“ da der Zeitaufwand für das Planen und Schleifen um ein vielfaches erhöht wird.
- Einbetten: Dies kann auf zwei unterschiedliche Arten erfolgen:
Kalteinbettung: Das sektionierte Prüfstück wird in eine Kunststoffform gelegt und mit der Kalteinbettmasse übergossen. Diese besteht aus einem Zwei-Komponenten-Kunststoff (Pulver und Härter) und härtet nach ca. 10 Minuten aus. Alternativ zu einem Zwei-Komponenten-Kunststoff sind auch unter blauem Licht aushärtende Flüssig-Kunststoffe nutzbar.
Warmeinbettung: Die Probe wird auf den Kolben einer Warmeinbettpresse gestellt und nach unten in den Zylinder abgesenkt. Nun wir thermo-elastisches Kunststoff-Granulat aufgefüllt. Nach dem Schließen des Zylinders wird die Warmeinbettmasse unter hohem Druck auf bis zu 200 erhitzt. Der verflüssigte Kunststoff umschließt das Prüfstück nahtlos und wird nun durch Kühlung (Wasserumlaufkühlung um den Zylinder) zum Erstarren gebracht.
- Schleifen: Trotzdem das ein Prüfstück sehr sanft und mit einer guten Trennoberfläche sektioniert wurde muss dieses im ersten Schritt auf einer speziellen Planschleifmaschine oder (aufwendiger) Schleifmaschine + Poliermaschine geplant werden (Schleifpapier 180er oder 320er Körnung oder Diamantschleifscheibe). Danach wird diese Oberfläche in mehreren Schritten mit immer feinerem Schleifpapier – oft bis Körnung 1200 oder gar 2000 geschliffen.
- Polieren: Dieser abschließende Schritt erfolgt mit einem Poliertuch. Als Schleifmittel wird auf das Poliertuch eine Suspension aus Trägerflüssigkeit / Schmiermittel und synthetisch erzeugten Diamanten aufgesprüht. Die je nach Polierstufe unterschiedlich großen Diamantpartikel (6 / 3 / 1 / 0,3 µm Durchmesser) finden Halt in den Maschen der Gewebe unterschiedlich „grober“ Poliertücher.
- Ätzen: Je nach Basiswerkstoff wird das Gefüge mit unterschiedlichsten Säuren geätzt. Dies bewirkt das aus der nach dem Polieren spiegelnden Oberfläche Kohlenstoff und andere Partikel herausgelöst werden. Das Herauslösen dieser Partikel macht die Korngrenzen und Einschlüsse überhaupt erst sichtbar.
- Mikroskopieren: Unter dem Lichtmikroskop werden bei 50- bis 1.000-facher Vergrößerung (typisch und meist ausreichend: 500-fache Vergrößerung) die Gefüge-Ausbildung, die metallischen Anteile, deren Bindung zu anderen Bestandteilen, die Kristall-Ausbildung (z. B. bei Guss: Kugelgraphit / Lamellengraphit), Korngrößen, Korngrenzen und mögliche Wärmeeinflüsse (Schweißnahtprüfung) analysiert.

METACUT 302
- Handhebel – Kappschnitt: aufspannen und beginnen
- Trennscheiben Ø 250 + 300 mm
- Schnitte rund Ø 90 + 115 mm
- Schnitte eckig 50 x 165 bzw. 195 mm
- günstigste Trennmaschine (!)
- sehr robust + 1000-fach bewährt
- Schutzhaube Alu-Bodengruppe

ECOPRESS Einbettpressen
- ECOPRESS 52 – ein Presszylinder, elektronische Steuerung: 1 Programm
- ECOPRESS 102 – ein Presszylinder, 25 Programme SIEMENS Steuerung
- ECOPRESS 202 – zwei Presszylinder, 25 Programme SIEMENS Steuerung

FORCIPOL Schleif-/Poliermaschine
FORCIPOL 102 eine Schleifscheibe
FORCIPOL 202 zwei Schleifscheiben
- variable Drehzahl
- ohne Kopf manuelle Präparation
- mit Kopf halbautom. Präparation
- Schleifscheiben Ø 200 / 250 / 300
- einfache Bedienung mit Quickstart
- günstige Premium-Qualität


Metall Mikroskop NAZAR
- NAZAR MetLab-C 3240
Optik 50x 100x 200x 500x - NAZAR MetLab-C 3245
Optik 50x 100x 200x 500x 1000x - LED Beleuchtung
- solide Präzisions-Mechanik
- 10 Jahre Hersteller-Garantie



Um die Materialeigenschaften im Inneren des Werkstücks betrachten zu können, muss der Prüfling zunächst sektioniert (kleines Teilstück) / getrennt / zerteilt werden. Bei diesem Trennvorgang muss ausgeschlossen sein, dass durch den Trennvorgang an der Schnittstelle ein Wärmeeinfluss und damit eine Veränderung am Material / am Gefüge / der Struktur entsteht. Daher ist es zwingend erforderlich, dass die Trennung ohne Hitzeentwicklung erfolgt. Um dies zu gewährleisten verwendet man spezielle Trennmaschinen / Nasstrennschleifmaschinen. Die für die Metallographie speziell konzipierten Maschinen besitzen ein Umlauf-Kühlsystem, bei dem die Schnittstelle während des Trennvorgangs mit einer großen Menge an Kühlwasser versorgt wird. Zudem werden, je nach Härte des Materials, spezielle Korund- oder Diamant-Trennscheiben (für extrem hartes Material) verwendet.
Anmerkung: Bei extrem harten Materialien verwendet man Trennscheiben bei denen das scharfe Korn (Korund) in besonders weichem Material (Kunstharz) gebunden ist. Das besonders weiche Material wird sehr schnell abgetragen (abrasives Trennen) und scharfe Körner werden freigesetzt. Bei weichem Material werden zur Verringerung des Verschleißes (Kostenreduzierung) harte Kunstharze verwendet.
Obwohl die Schnittfläche nach diesem Trennschnitt augenscheinlich bereits eine fast spiegelnde, sehr glatte Oberfläche aufweist, sind weitere metallographische Präparationsschritte erforderlich. Je nach Anforderung an die Untersuchung werden aus großen Werkstücken kleine Segmente (Größe: Würfelzucker) herausgetrennt. Der Sinn dieser Segmentierung ist, dass diese kleinen Werkstoffabschnitte (Segment einer Kurbelwelle, kleine Stifte, Schrauben, Muttern u. a.) eingebettet werden müssen damit diese beim später folgenden Schleifen und Polieren besser handhabbar sind (Handpräparation) oder in der Aufnahme eines Probenbewegers fixiert werden können.
Warmeinbettung in der Metallographie



Kleine Werkstücke oder Segmente großer Werkstücke werden meist eingebettet. In Europa sind Einbettungen mit einem Durchmesser von 30 / 40 / 50 mm üblich. Sinn dieser Einbettung ist, dass die eingebetteten Proben besser handhabbar sind. Durch die nach der Einbettung einheitliche Probenform können diese in standardisierte Aufnahmen gespannt und auf Schleif- und Poliermaschinen automatisiert geschliffen und poliert werden. Aber auch für eine Handpräparation ist eine Einbettung sinnvoll um kleine Proben besser fassen zu können und bessere Schleif- und Polierergebnisse zu erzielen. Zudem werden Verletzungen durch Schleifmittel verringert.
Im Grundsatz unterscheidet man die Kalteinbettung und die Warmeinbettung. Bei der Kalteinbettung werden die Proben in Zweikomponenten-Kunststoffen eingegossen. In ein Pulver wird ein flüssiger Härter eingerührt und über die Probe, die sich in einer Kunststoff-Einbettform befindet, gegossen. Nachdem das Epoxydharz mit dem Härter reagiert härtet diese anfänglich honig-dicke Einbettmaße innerhalb von ca. 10 – 15 Minuten aus. Danach wird die fertig eingebettete Probe aus der Einbettform herausgedrückt.
Die Warmeinbettung wird ohne Einbettform vorgenommen. Die Probe wird direkt auf den Kolben einer Einbettpresse aufgestellt. Der Kolben / Zylinder hat dabei einen Durchmesser von 30 / 40 / 50 mm. Nun wird der Kolben ca. 50 mm nach unten in den Zylinder abgesenkt. In den Zylinder wird ein sich durch Hitze verflüssigendes thermoplastisches Kunststoff-Granulat / Pulver eingefüllt. Evtl. wird ein zusätzlicher Zwischenkolben eingesetzt, um eine zweite Probe gleichzeitig einbetten zu können. Nachdem auch die zweite Kammer befüllt wurde, wird der Zylinder verschlossen, das Thermoplast erhitzt und eingeschmolzen. Zusammen mit einer hohen Druckbeaufschlagung entsteht eine perfekt eingebettete Probe, die frei von Lufteinschlüssen ist und die Probe spaltfrei umschließt.
Die Dauer der Einbettung ist bei beiden Methoden ähnlich lang. Allerdings können bei der Kalteinbettung gleichzeitig mehrere Proben eingebettet werden, indem eine größere Menge Einbettmasse angerührt wird. Hingegen ist das Einbettmittel für eine Warmeinbettung deutlich günstiger und die Einbettqualität (gerade für die weitere Verarbeitung) ist qualitativ hochwertiger. Zudem weisen die Stirnflächen der warm eingebetteten Probe zueinander eine perfekte Parallelität auf (wichtig für die Mikroskopie und Vickers-Härteprüfung von Einhärtetiefe-Prüfung).
Als Nachteil der Kalteinbettung ist zu nennen dass eine teilweise erhebliche Geruchsbelastung auftritt. Oft sind die entstehenden Ausgasungen so intensiv oder gar gesundheitsgefährdend das ein Abzug erforderlich ist.
Metallographisches Schleifen von Proben


Zum Schleifen und Polieren ist eine Schleifmaschine mit extrem ruhigem Lauf, einem Wasserzulauf und Wasserablauf erforderlich (z. B. METKON Typ FORCIPOL 102). Hinweis: Je höher die Güte des vorausgegangenen Trennschnittes (Nasstrennschleifmaschine), desto geringer ist der Aufwand für das anschließende Schleifen und Polieren. Althergebracht werden zum Planen und Schleifen SiC-Schleifpapiere (Silizium-Karbid-Schleifpapier) in mehreren, feiner werdenden Körnungen genutzt. Üblich sind Schleifpapiere in den Körnungen:
- Schleifen zum Planen: Körnung 180, 320
- Schleifen zum Feinschleifen: Körnung 600, 800, seltener 1.000, 1.200 oder gar 2.000
Am weitesten verbreitet sind zum Schleifen und Polieren immer noch Schleifpapiere, die lose auf eine Schleifscheibe aufgelegt und mit einem Klemmring fixiert werden. Neben der Klemmung wirkt eine zusätzliche Haftung durch einen Wasserfilm (Adhäsion) unter dem Schleifpapier. Alternativ können Schleifpapiere mit selbstklebendem Rücken verwendet werden. Diese werden meist auf einer Blech-Trägerscheibe aufgeklebt (selbstklebender Rücken des Schleifpapiers), die wiederum auf die Schleifscheibe mit aufgeklebter Magnetfolie aufgelegt wird. Die Magnetkraft zwischen Schleifscheibe und Blech-Trägerplatte sorgt für ausreichenden Halt des Schleifpapiers.
Seit einigen Jahren wechselt die Systematik: Eine dauerhaft „klebrige“ Haftkontaktscheibe aus speziellem, weichem Kunststoff wird auf die Schleifscheibe aufgeklebt. Das mit einem Kunststoffrücken beschichtete Schleifpapier „klebt“ auf dieser Haftkontaktscheibe sehr sicher und braucht nicht mehr geklemmt werden. Lässt einmal die Klebewirkung der Haftkontaktscheibe nach, wird diese mittels reinen Wassers abgewaschen und erreicht dauerhaft erneut diese haftende Eigenschaft. Je nach mechanischer Abnutzung, muss diese Scheibe ausgetauscht werden – hier spricht man aber nicht mehr von Verbrauchsmaterial.
Sofern die Materialien eine Mindesthärte aufweisen (>30 HRC), können heute so genannte Diamantschleifscheiben eingesetzt werden. Diese bestehen aus in Kunststoffe eingebetteten synthetischen Diamantkörnern. Durch die Abnutzung des Kunststoffes werden immer wieder neue, scharfe Diamantpartikel freigesetzt – die Diamantschleifscheibe bleibt scharf bis zum gänzlichen Verbrauch. Die Standzeiten dieser Schleifscheiben sind deutlich höher als bei Schleifpapier (ca. 300 – 1000 Schleifpapiere je Scheibe und mehr) und verringern zudem den Aufwand des dauernden Wechsels des Schleifpapiers wegen Verschleiß (nach ca. 30 Sekunden ist ein Schleifpapier fast Stumpf – je nach Körnung). Die Nutzung von Diamantschleifscheiben ist insbesondere bei der Planung sehr sinnvoll wenn extrem viel Volumen abgetragen werden muss bei dem schnell bis zu 10-mal frische Schleifpapiere aufgelegt werden müssten. Ab einer Härte von >55 HRC können Diamantschleifscheiben mit in Nickel gebundene Diamanten verwendet werden. Durch die starre Bindung mit fest stehendem Diamantkorn entsteht eine extrem hohe Abtragsleistung.
Je nach Werkstoff kann diese Präparation unterschiedliche Schritte und Verbrauchsmaterialien erfordern: Weicher Stahl, Kupfer, Aluminium etc. erfordern „immer“ (Ausnahme SiC-Schleifpad) die Verwendung von Schleifpapier, da diese weichen Werkstoffe die Poren einer Diamantschleifscheibe sofort zusetzen. Ganz neu ist (2017) die Verwendung von SiC-Schleifscheiben mit in Kunststoff eingebetteten SiC-Partikeln (Silizium-Carbid). Diese nutzen das Prinzip der Diamantschleifscheiben (vorhergehender Absatz) und lassen eine dauerhafte Nutzung ohne Wechsel zu. Sollte das weiche Metall diese Scheibe verschmutzen („schmierender Abtrag des weichen Metalls“) so kann diese mit einer handelsüblichen Nagelbürste von diesen Verunreinigungen befreit werden.
Immer noch weit verbreitet ist die Handpräparation. Dabei wird die (große oder eingebettete) Probe per Hand auf die rotierende Schleifscheibe aufgedrückt bis der gewünschte Abtrag erzielt wurde (Planung). Sodann erfolgen in mehreren Schleif- und Polierstufen weitere Bearbeitungsschritte mit wechselnden, feiner werdendem Schleifpapier / Schleifpad oder durch Polieren.
Anfangs sagten wir: „Diese Präparation ist eine Wissenschaft für sich und bedarf großer Erfahrung und sorgsamer Auswahl der verwendeten Verbrauchsmaterialien“. An dieser Stelle möchten wir auf unsere Seminare aufmerksam machen:
Metallographisches Polieren


Der feinste Abtrag der Materialien erfolgt durch abschließendes Polieren der durch Schleifen vorbereiteten Flächen. Zum Polieren werden Gewebetücher unterschiedlicher Dichte verwendet. Auf diese Poliertücher werden Diamant-Schleif- bzw. Poliermittel mit unterschiedlich großen Synthetik-Diamanten (je nach Erfordernis Körnungen 6 µm | 3 µm | 1 µm | 0,3 µm) und Lubrikant (Schmiermittel) aufgetragen. Oft werden auch Kombinationen aus Diamant-Schleifmittel und Schmiermittel (so genannte Suspensionen) verwendet. Extrem wichtig ist beim Polieren, dass die Proben nach jeder Polierstufe sehr sorgfältig unter Wasser gereinigt werden, um gröbere Schleifpartikel nicht in die nächste Polierstufe einzutragen.
Je feiner die Polierstufe sein soll, desto kleinere Diamantkörner und dichtere Poliertücher nutzt man. Neu ist (in 2017), das Diamantschleifscheiben (siehe vorheriger Absatz) Poliertücher ersetzen können bis hin zu Körnungen 6 µm und 3 µm und so das Polieren nochmals rationeller machen.
Durch eine größere Dichte der Poliertücher (feinere Maschen) wird verhindert, dass die kleineren Diamantkörner gänzlich im Gewebe einsinken: Nur der herausragende Teil des Diamanten erzeugt die Abtragsleistung. Ziel ist eine feinst polierte, kratzerfreie Oberfläche. Diese wird unter anderem benötigt, um durch eine anschließende Ätzung z. B. die Korngrenzen oder Einschlüsse sichtbar zu machen. Eine ähnlich feine Polierstufe ist auch für die Vickers- Härteprüfung erforderlich.
Ätzen von Metallen zur Präparation für Mikroskopie & Härteprüfung




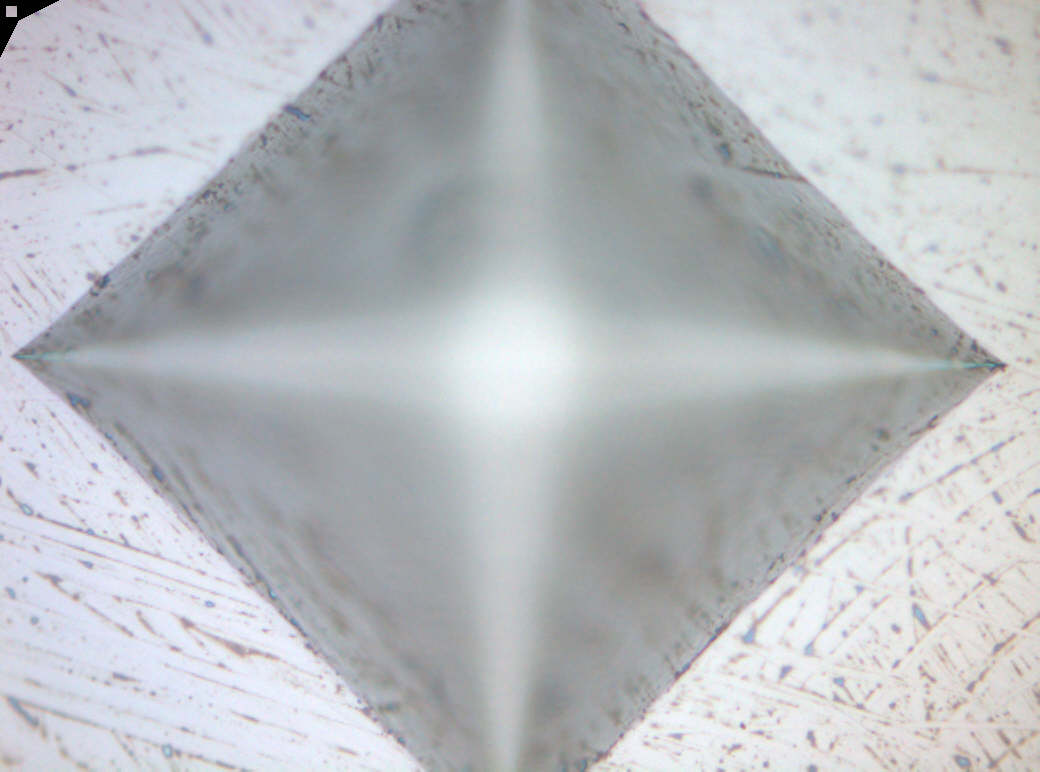
Um die Metallstrukturen des Gefüges sichtbar zu machen ist eine Ätzung mit Säure erforderlich. Ohne diese stellt sich die metallographische präpartierte Oberfläche unter einem Mikroskop als Spiegel dar. Dies ist nur dann erwünscht, wenn diese Präparation für die Härteprüfung genutzt wird (Bild 1 spiegelnde Oberfläche mit noch geringen Schliff-Fehlern und einem Vickers-Pyramidenabdruck).
Erst wenn die Probe geätzt wird werden die Körner, kristalline Formen, Martensitbildung, Perlitbildung und die die Räume zwischen den Körnern (Korngrenzen) sichtbar. Je nach Metalltyp werden unterschiedliche Säuren / Konzentrationen bzw. Verdünnungen der Säuren genutzt
Einige Beispiele verbreiteter Ätzungen:
Adler Ätzung – für Schweißnähte, Grobkorn, „alle“ Stähle, niedrig + hoch legiert, rostfrei, Gusseisen, Nickellegierungen:
200cm² Salzsäure HCl
100cm³ Wasser H²O
60g Eisen(III)-chlorid FeCl3 * 6 H2O
12g Kupferammoniumchlorid (NH4)2[CuCl4] * 2 H²O
Ätzdauer: Einige Minuten – Fläche beobachten
Ziel der Probenpräparation: Mikroskopie | Härteprüfung | Makro- Mikroskopie
Mikroskopische Untersuchungen beginnen bei geringer Vergrößerung. Nach Erfordernis werden höhere Vergrößerungen genutzt. Für eine Gefügeanalyse sind Vergrößerungen 50x, 100x, 200x, 400x, 500x üblich und ausreichend. In seltenen Fällen ist eine Vergrößerung 1000x erforderlich. Bei 1000x Vergrößerung bewegt man sich im Grenzbereich des Auflösungsvermögens in der Lichtmikroskope (Wikipedia: Abbe – Auflösungsvermögen)

Gerade für die Härteprüfung nach Vickers sind feinstgeschliffene und polierte Metalloberflächen extrem wichtig, da die Auswertung nach Vickers mit einem Mikroskop erfolgt. So muss z. B. beim CHD-Härteverlauf als letzter Schritt ein Polieren mit ca. 3µm Diamantsuspension erfolgen.
Eine Schweißnahtprüfung erfordert eine Ätzung der Probe, anschließende makroskopische Auswertung und Härteprüfung an definierten Positionen. Durch den das Schweißen kommt es zum Wärmeeintrag (Wärmeeinflusszone WEZ). Dies kann zu einer Überhöhung der Härte kommen was zur vorzeitigen Rissbildung / Schädigung der Verbindung führt.





